
When Lycoming Engines had to respond to the downturn in general aviation production in the 1980s, it devoted more of its business to rebuilding, overhauling, and zero-timing engines for customers. This meant that its employees had to learn how to disassemble engines as well as assemble them—and while everyone thought taking them apart must be easy, that turned out not to be the case.
A number of engine cases were ruined when well-meaning but inexperienced employees started trying to take them apart without the proper understanding of how this should be done. The answer? The company developed a class to teach their reassigned assemblers how to become disassemblers. Within a short time, hundreds of them had been trained, and mistakes dropped to almost zero.

Instructor Jim Doebler (now retired) shows the class the ins and outs of removing the valve train.
It wasn’t long before requests for this class from outside the factory began to roll in. Lycoming had already been teaching their Service School (see “Learning about Lycomings,” September 2016) for several years, and the clamor for the new course became too loud to ignore. What started out as a four-times-per-year class grew into eight, and instructor Jim Doebler had to put his foot down at that point because they only had so many practice engines available. The class is now taught at the Pennsylvania Technical College, located at the Williamsport, Pennsylvania, airport those eight times each year, and on request it has been taught overseas once or twice each year. Tuition is $775.00 per student, and the class takes three days.

he shop used for the class is plenty roomy for the 12 students (two per engine) allowed in each session. Each pair has its own table and workspace.

Each pair of students has their own toolbox with the necessary tools to work on their engine. Some specialty tools are shared among the class, and often disappear between glances at your box.
Doebler is quick to point out that this is not an overhaul class. Students are not taught how to measure and/or recondition parts to overhaul or manufacturing limits. They are, however, taught the proper techniques for pulling these engines apart without causing any damage, and the best ways to put them back together using techniques and tricks developed by the factory itself. The emphasis throughout the class is on the many little details that make the process easier and produce consistent results in engine performance and longevity.

The school has six parallel-valve O-360 engines with various accessories and configurations. The class is about the core engine, so specific accessories are not important.
Lycoming is the first to admit that these engines are not the high-tech, tight-tolerance engines you find in today’s automobiles. Horizontally-opposed, direct-drive Lycomings are fundamentally simple machines that were designed two generations ago, and while there have been upgrades and refinements along the way, they are not terribly complicated when it comes to design, construction, or parts count. They do, however, have more subtleties than might be obvious, and it is these obscure little nuances that Doebler likes to emphasize throughout the process of taking one apart and putting it back together. As simple as they are, one does not get all of the important information from the overhaul manual alone—and there are many ways to get into trouble.

The students, working in pairs, begin to pull their engines apart on day 1. Author Paul Dye (on the right) worked with DAR and A&P Gary Sobek on their engine.
Taking it Apart
The course consists of one day of disassembly and two days of reassembly, and things get started as soon as the students finish their registration paperwork. Part of this paperwork is filling out a form to receive a complete Overhaul Manual and Table of Limits. These are not provided at the school, but mailed to the student’s home so that they don’t have to haul things back from Pennsylvania. Once the forms are complete, the class heads to the engine lab to find “their” powerplants waiting for them. The motors used in the class are, to put it kindly, well used. Doebler said that these engines mostly came from Lycoming as returns from a mis-fueling incident on the west coast a couple of decades back. The engines were in good physical shape, but deemed unairworthy, so the school got to put them in class, where they have been taken apart and put back together countless times. Yes, a few bits and pieces have gone missing over the years, nuts and bolts show the wear inherent in being removed and replaced countless times, and mating surfaces are getting scratched and a bit frayed. But these engines will never be run, and the learning process is about techniques, not building a perfect engine.

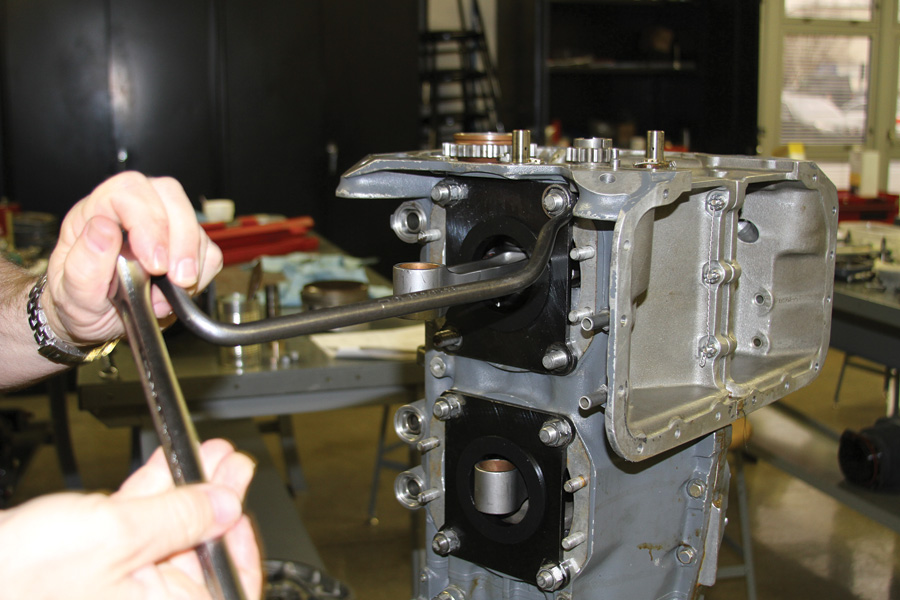
The author uses a school-made slide hammer to extract through-bolts as Doebler looks on. Many of the key unique tools for Lycoming work can be made in the field.
Students are paired up, with each pair receiving an engine on a stand, a workspace, and a box of tools. Surprisingly enough, it takes a pretty limited number of tools to fully disassemble a piston Lycoming, but there are a few tools that are specialized, including a slide hammer that can screw onto case through-studs to remove them and then help to separate the case halves. Add some cylinder-base wrenches and a modified deep socket to remove the rod bolts, and the rest of the tools are standard wrenches and screwdrivers. There is ample space in the lab classroom for each pair of students to have two worktables and access to a hoist to help move the engine from build stand to table without heavy lifting.

While many disassembly and assembly tasks are done on the engine stand, it is often easier to put the engine flat on the worktable. The overhead crane makes this job much easier.
Doebler believes in letting students use their own knowledge and ingenuity to do the work. He only steps in to keep the class in sync and offer advice based on his years of experience, or non-intuitive items from the Lycoming knowledge base. For instance, separating the cases without damaging the mating surfaces requires a couple of clever tricks using the aforementioned slide hammer. Done his way, the engine comes apart easily. Without that technique, a person could bang away or use pry bars for quite some time, with little to show for their efforts but a hacked up case.

While Lycoming engines are conceptually quite simple, there are little surprises that need to be remembered—like the bolt behind the camshaft gear that will hold the case halves together when all the obvious bolts are removed.
He also took the time to show the class the easy way to remove hydraulic lifters using nothing but a piece of safety wire made into a tiny hook and graciously noted that this is one tool the students should feel free to take home with them.
Proceeding from external parts and accessories, the students tackle the sump and accessory case removal before transferring the core motor to the worktable. There, the cylinders are removed and the pistons and piston pins taken off the rods, and finally the case is split (after removing the case bolts and checking that you haven’t forgotten the one hidden behind the camshaft gear). With the crankcase moved to a wooden set of blocks, disassembly is completed by removing the connecting rods, then cleaning up all of the components to get them ready for reassembly.
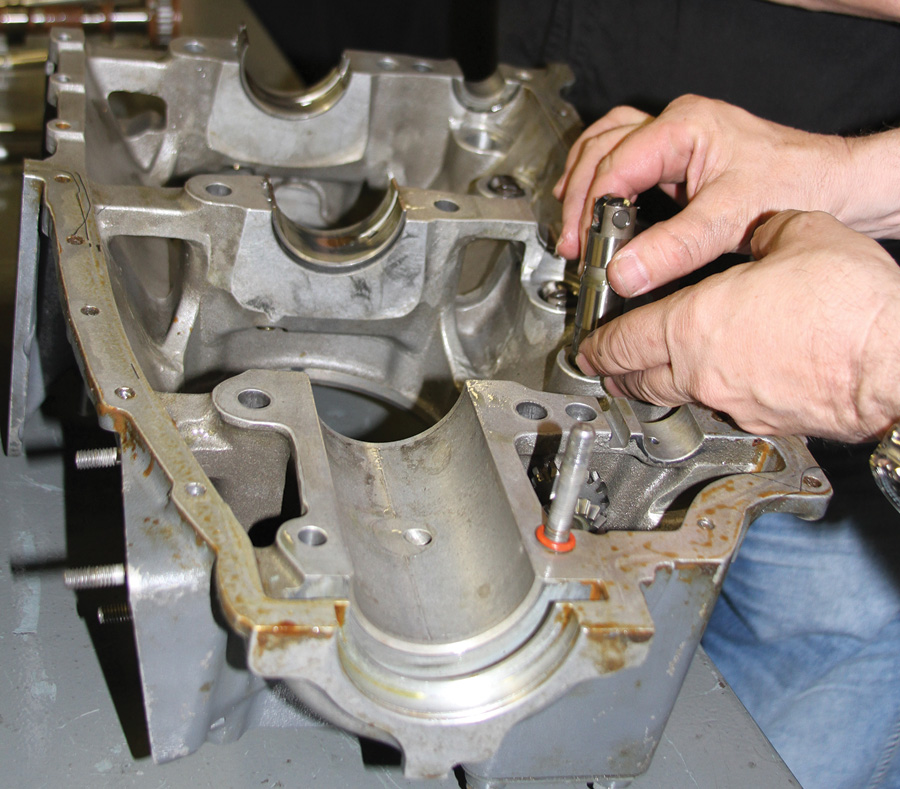
Some of the engines used have roller tappets, so students get to see the new technology as well as the older solid tappets.
At this point, if the mechanic was doing a complete overhaul, parts would be sent out for non-destructive testing (NDT) and regrinding if required. Parts that don’t go out for rework would be cleaned up, and all the parts required to be replaced at overhaul, including seals, would be prepared and organized for the build. Since actual overhaul is outside the scope of the course, the disassembly ends the first day, and students head out with the start of reassembly awaiting them on day number two.

The proper use of torque wrenches is emphasized throughout the course. There are also a few places where “good and tight” is taught as well.
One Part at a Time
The assembly portion of the course is a good example of Doebler’s teaching style. He likes to let students solve problems on their own and only steps in when there is a particularly non-intuitive step to the process. He generally gives the class just enough guidance to get them started and tells them at what point to stop—then brings the class together to show an interesting trick where builders in the field usually get stuck.
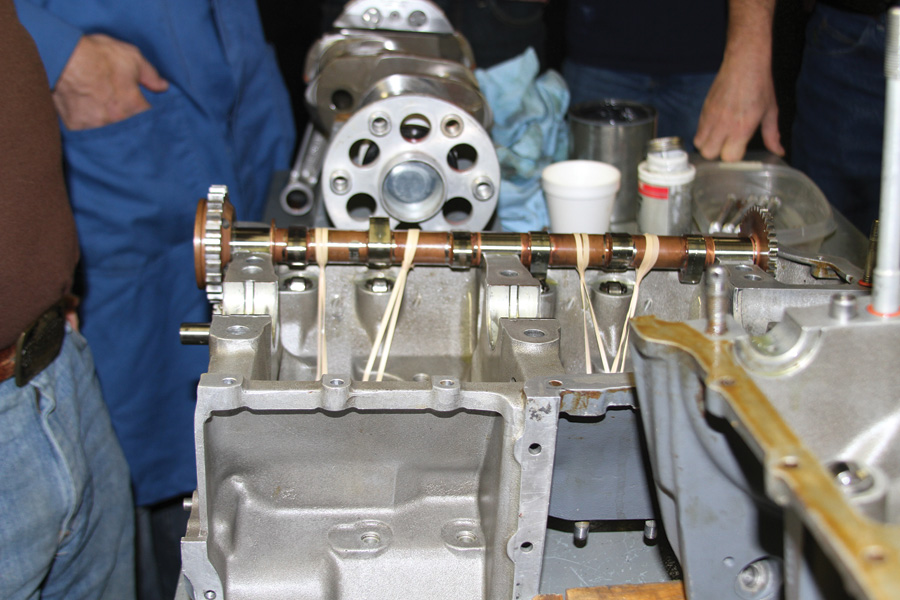
Students are taught the factory “rubber band technique” for holding the camshaft in place during crankcase assembly.
Putting together the Lycoming starts with reassembly of the crankshaft and rods. Reading the manual, it is apparent that some anti-seize is important when putting the bearings on the rods—but most who read the words are still stuck as to what they mean. Doebler steps in and makes it easy, showing just how little anti-seize is required between the bearing and the rod (and cap), and how you then use a little oil between the bearing and the crank. Easy—once you’ve seen it. Techniques for lubing bolt threads are also shown, and these same processes carry through the entire build.

The class watches as the author (left) and Sobek assemble their crankcase. Then each pair of students will do their own.
When it is time to put the case together, the factory method is used, assembling the halves on the workbench, rather than on an engine stand. Rubber bands are used to hold the camshaft in place, a trick I had not seen before. Engines with both flat and roller tappets are available, so students get to see both the new and old technology, and torque values were made simple when it was pointed out that there were really only three values to be used for most of the work: 25 and 50 foot-pounds for the larger bolts, and about 100 inch-pounds for the rest of the smaller bolts. “German torque” (make it guten-tight!) is actually recommended for several bolts where a torque wrench simply won’t fit. Common sense clearly rules in this class, a refreshing departure from simply “do what the book says.” After all, the last revision of the Overhaul Manual was in 1974—they’ve learned a lot since then.
The use of cylinder base torque plates is emphasized to make sure that engine bearings do not slip before all the cylinders are installed.
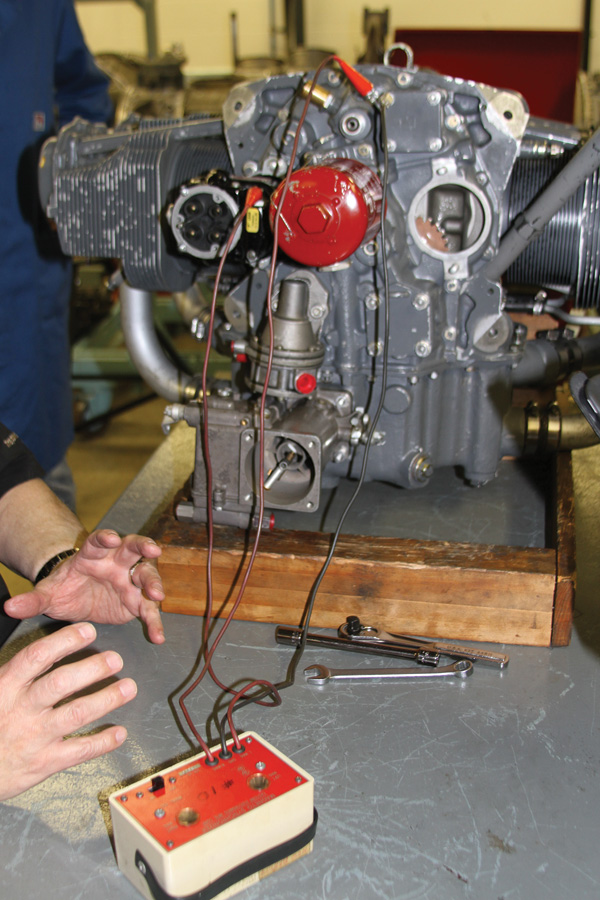
Engine assembly doesn’t stop until accessories have been installed and magnetos timed.
Lower end assembly was followed by torquing instructions for all the case bolts, followed by the all-important turning of the crankshaft to make sure that all bearings are running smoothly. After a break for lunch, we dove into cylinder installation and a session on checking dry tappet clearance before calling it a day. The core engine was complete, and all that was left was the accessory case, sump, and dressing the engine with all the little external parts like oil drain back tubes, intake pipes, ignition, and the like.
All of that was tackled on the final morning, with a promise that we’d be done by noon—and that’s a promise that was kept. Two major topics were covered in detail: oil pump assembly and adjustment, and mag timing. The oil pump is deceptively simple, but it is important—especially for homebuilders who might be field overhauling a bargain engine core—to make sure that the parts are the latest design, with two steel gears, one carburized, the other nitrided. The oil pump case itself floats significantly on the mounting bolts, and Doebler explained how to make sure that it is situated correctly for free movement of the gears before final tightening. Failure to do so will cause the gears to shave material off the housing and degrade pump efficiency.
Mag timing was covered in detail, with one engine moved to a workbench. Using a stock Slick mag, the process of mounting and timing was demystified—so long as you remember to use the timing pin to install the mag, then remove the pin before setting the timing, there is little that can go wrong. Before we knew it, all of the engines in the class were finished and Doebler was happy with the work—a great boost to the students’ confidence.
Assembling a Lycoming piston engine is really about following tried-and-true processes documented in the manual. But the class helps where the manual is (and has been) a little vague, or often confusing. Doebler points out frequently that the most common screw-up in assembling these engines is assuming that Lycoming got it wrong, and that the builder has a better way to do things. That might or might not be true, but it is hard to argue that built-to-spec engines run pretty much to TBO.
The February 2016 class had students from all over the U.S., as well as international students. The small class size ensures that everyone gets the instructor’s personal attention.










