Although composite aircraft are only a small subset of the homebuilt market, almost all airplanes have a composite cowl and fairings. Having a basic understanding of epoxy should prove useful sooner or later for most builders, and besides it’s pretty interesting stuff! This month we’ll discuss some properties of epoxy resins, and next time we’ll take a look at a test of epoxy fuel resistance.

54 bottles containing a 3x3x3 test matrix of epoxy coupons. The winner will be revealed in part 2.
There are probably hundreds, if not thousands, of adhesive systems used in aerospace. These can be roughly divided by application:
Laminating adhesives (such as epoxy or vinylester resin) are used to wet out layers of carbon, fiberglass, or Kevlar reinforcement cloth. These resins are typically of low viscosity (to aid in wetting out) and are formulated to have varying pot life ranging from minutes to hours (or months, in the case of refrigerated prepregs, where the epoxy is pre-impregnated into the cloth before delivery). Structural adhesives are formally defined as adhesives that retain at least 1000 psi shear strength at 225 F. Since they are typically used in secondary bonding of structural elements, structural adhesives usually have greater flexibility as compared to more brittle laminating resins. Although there is no agreed upon definition of “high temperature,” any resin capable of continuous operation above 250 F is essentially a high-temp adhesive. Likewise, what constitutes “chemical resistant” and “flexible” is open to interpretation but otherwise self-evident. The above examples are all adhesives that I use in my shop.

It is beyond the scope of this article to address all of the above adhesives. Instead, we’ll take an in-depth look at epoxies, since these are the predominant adhesives used in aerospace and are likely to be used in many homebuilt projects.
Epoxy Basics
Epoxy systems work by crosslinking molecules. We use the word “system” since epoxies have two components, a resin and hardener(s), thus making them a system. Often, one resin will have several hardener options, which provide differing pot life (time the epoxy is usable before beginning to cure) and mechanical properties.
Crosslinking is what gives the adhesive its mechanical properties, namely strength and chemical resistance (both temperature dependent). While most epoxies for Experimental aircraft will cure at room temperature (RT, generally defined as 77 F), this cure will only see 80-90% of the molecules crosslinked. This means that the available properties of the system have not been fully realized. Heating the epoxy, either during the initial cure (say, in an oven or autoclave), or after the initial cure (called a post cure), will increase the percentage of crosslinking. The longer and hotter (within limits) the cure/post cure, the greater the proportion of cross linking.
While the epoxies that homebuilders use will cure fine at room temp, they will all benefit from post curing. (We will ignore prepregs [and by extension autoclaves—see below], which typically require an elevated temperature for processing, which achieves the same result as a post cure for RT systems.)
Note that when studying the data sheet for epoxy allowables (i.e., mechanical properties like shear strength and chemical resistance), you’ll notice that some manufacturers describe the exact post cure of coupons used to establish those numbers. That makes sense, since they want to show their product in the best light possible. However, realize that you will not attain similar results unless you implement the same post cure. If not, you’ll need to downgrade your allowables accordingly.
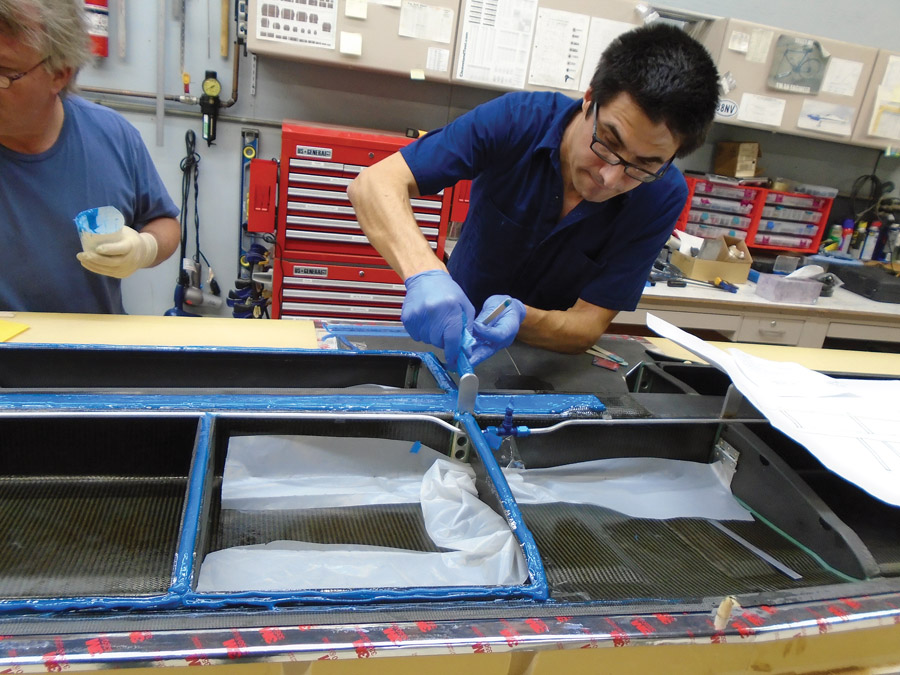
Structural adhesive epoxy being applied to the SR-1 wing during closeout.
The Role of Tg
One of the main parameters engineers consider when choosing epoxy is the glass transition (Tg) temperature of the system. Tg is the temperature at which epoxy transitions from a glassy state to a soft, rubbery one. A related parameter is the heat deflection temperature (HDT), which indicates the temperature that a part will begin to lose significant rigidity. For engineers, this is perhaps the more relevant parameter. Depending on how Tg is measured, HDT may run from between a few degrees to 30-50 F lower than Tg. However, that is for a sample of pure resin; the HDT of a laminate (i.e., the resin plus a fiber reinforcement) will be significantly higher than the Tg, due to the reinforcing nature of the fibers.
A part which experiences a deformation (due to internal or external stresses) at HDT will be permanently deformed when allowed to cool. In addition, depending on the magnitude of the mechanical stress or temperature above Tg to which a part is exposed, the epoxy matrix itself may also be damaged with concomitant reduction in part strength.
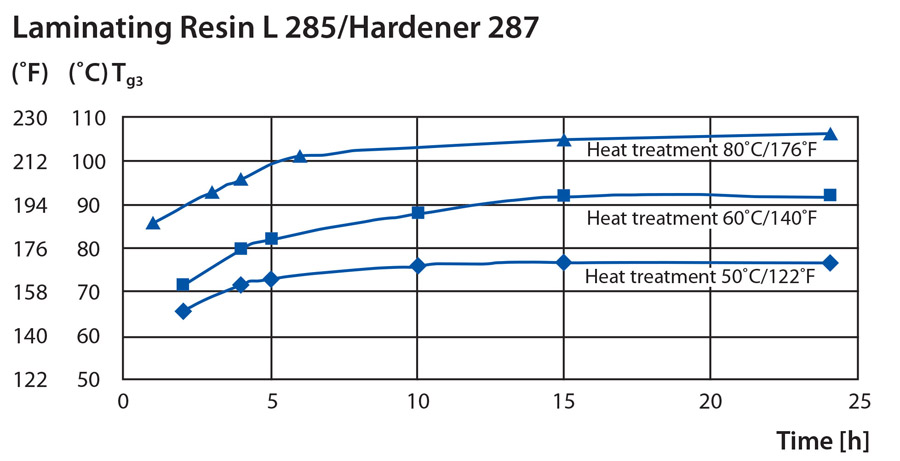
Development of MGS Tg according to post cure temperature and duration.
Tg typically runs approximately 40 F in advance of the post cure temperature; thus a system with a max Tg of 212 F, for example, will need to be post cured to at least 172 F or so for a specified number of hours to achieve its max Tg.
An epoxy that has only seen a room-temp cure will not be able to go immediately to this high of a post cure temperature, however, without exceeding Tg and thus possibly warping parts. Post cure temps should therefore be ramped up and down at a rate that allows the Tg to increase as fast or faster than the increase in oven temp. This ramp rate will be specified by the manufacturer. If no spec is available, a ramp rate of 2-5 F per minute, with a 2-hour dwell for each increment of 40 F, should prove safe. In the above case of an RT-cured part with a max Tg of 212 F, the RT (77 F) cure could be followed by a stepped ramp of 2 hours at 120 F, 2 hours at 160 F, 2 hours at 180 F, and a symmetric ramp back down to room temp.

Peak surface temperature versus ambient air temperature. (Courtesy of Soaring magazine)
Tg explains why most Rutan-style Experimental composite aircraft are painted white: They are typically built with RT epoxies that are not post cured and as such have a relatively low Tg in the range of 120-140 F. In fact, on a hot day they are literally doing (for better or worse) their post curing out on the ramp.
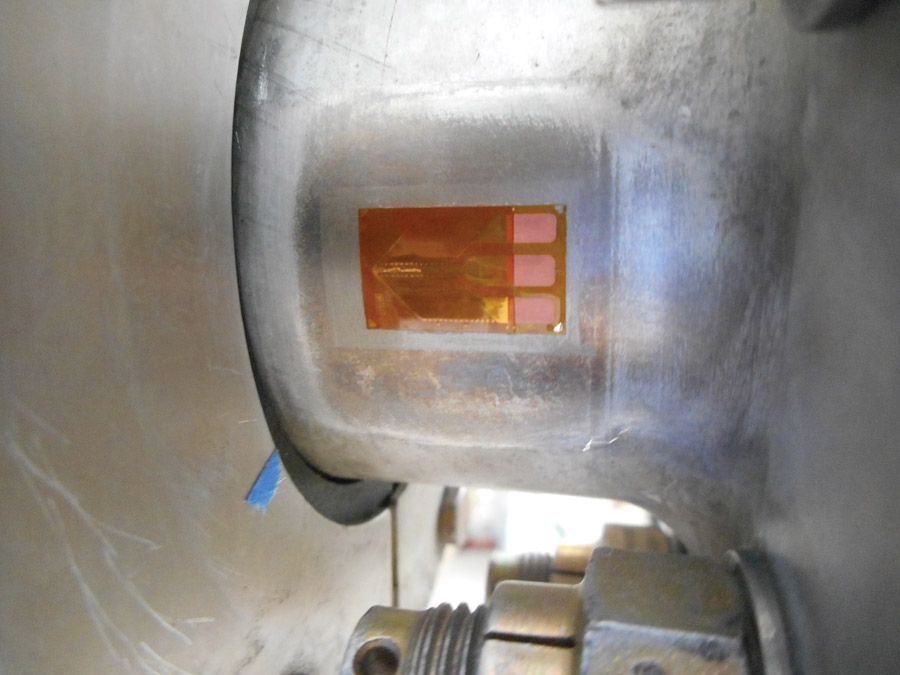
This micro-measurements strain gauge for a TECAT torque meter has been bonded to a Lycoming crankshaft with a high-temperature epoxy capable of withstanding the heat of a hot engine compartment.
One problem associated with low or no post cure is that epoxy (and vinylester to an even greater degree) continues to shrink over time due to continued crosslinking. This is one way in which aircraft with initially smooth surfaces can eventually show the underlying fabric pattern or structure (called print through). As the aircraft post cures in the heat of the sun, the epoxy continues to densify. Woven reinforcement fabrics stabilize the epoxy in the x and y directions of the surface plane, so shrinkage occurs normal to the surface in the z direction, resulting in print through that appears as dimples. Polyester gel coats are particularly prone to this problem.
In contrast, if one looks at certain molded kit airplanes such as the Lancair Legacy, these kits use high-temp prepregs (carbon fiber preimpregnated with high Tg epoxy) that yield parts with a much higher Tg. That allows these airplanes to be painted darker colors without worry that skin temps will get anywhere near Tg.
While producing parts with higher Tg and slightly higher strength, the disadvantage of prepregs is that these systems tend to be significantly more expensive and require curing/post curing in an oven or autoclave, greatly increasing manufacturing costs. An autoclave is a combination pressure vessel and oven, which allows heated vacuum bagging of parts at pressures above atmospheric, typically in the range of 50-100-psi and 250-350 F. As few homebuilders have access to autoclaves, discussion of autoclave prepregs is beyond the scope of this article.
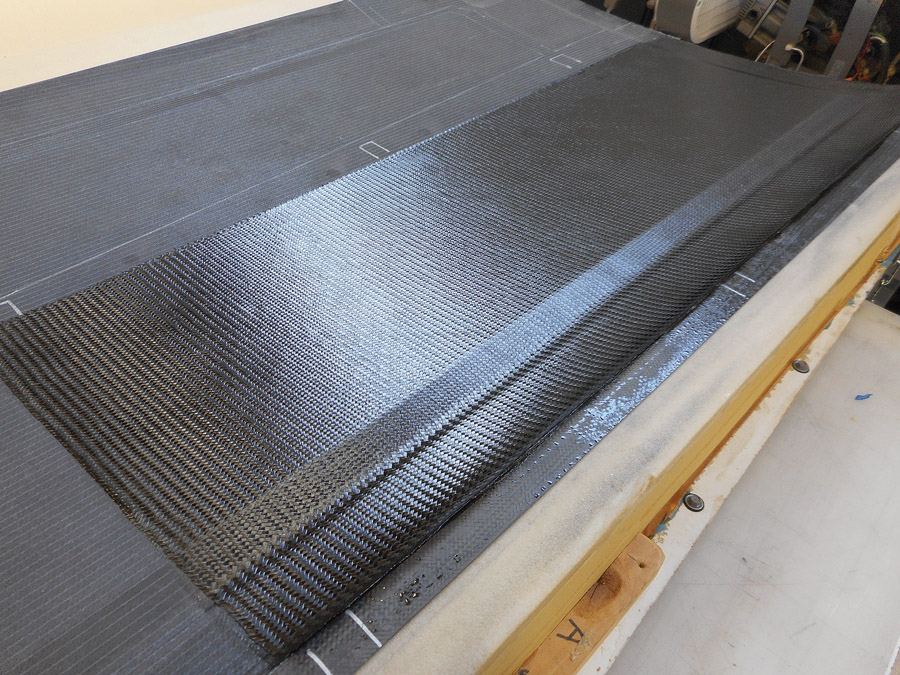
Upper wing skin with an additional layer of resin-rich Primetex 284 at the fuel tank location.
Close-up of the resin-rich Primetex weave.
Which Epoxy to Choose?
While it might seem that you should pick an epoxy system with as high a Tg as possible, this is not necessarily the case. To illustrate this fact, let’s consider three epoxies, A, B and C. Epoxy A (ProSet Lam 125 resin/229 hardener) achieves a Tg of 157 F after two weeks at room temp with no post cure. In comparison, Epoxy B (MGS 285 resin/287 hardener) achieves a Tg of 222 F after a 24-hour post cure at 176 F. Without post curing though, Epoxy B’s Tg is only about 130 F. So if you don’t plan to post cure, Epoxy A will probably provide better properties, whereas if you can post cure, Epoxy B will prove superior.
Epoxy C is a high-temperature epoxy for use in autoclave prepregs. It has a Tg of 300 F. It requires processing in an oven or autoclave to realize its properties. If you are building an F-22, have access to an autoclave and a very large budget, Epoxy C might be your choice. It has excellent high temperature and chemical resistance properties, which is important for the serviceability of a jet fighter that may operate in extreme environments. If you are building a Long-EZ in your garage, then Epoxy C is out of the question—it won’t even cure at room temperature.
In summary, the primary benefits of post curing are as follows:

Post curing can be done with a proper industrial oven (left) or a temporary insulating structure can be built around the object, in this case, a wing (right). Hair dryers driven by a cheap PID temp controller maintained a temperature of 170 F, which is adequate for most room temp cure epoxies. Post curing should preferably be done with the object in its mold. Post curing by placing an object in direct sunlight is not recommended.
• Improved mechanical properties, notably shear strength and Tg
• Improved chemical (including fuel) resistance
• Reduced print through
A Few Final Notes
As one might guess, the cure rate at temperatures above Tg is faster than the cure rate at temps below. Although we noted above that post cure temps should not ramp more quickly than the advance in Tg, the exception to the above rule of thumb is that heating above Tg is OK as long as the part is held in conformance with a mold by, say, a caul plate or vacuum bag.
In contrast, if parts are demolded with only a room temperature cure and the epoxy system is one that is designed for a post cure (for example MGS 285 resin with 287 slow hardener), these parts should be handled carefully until post curing in order to avoid microcracking of the still incompletely cured epoxy.
Most part shrinkage occurs in the transition of the epoxy from a liquid to a solid. That is why it’s important to get a good initial cure with the part in the mold, to avoid warping. As long as the ramp rate is reasonable (and for thin laminates, the Tg will advance rapidly), the Tg will stay ahead of the part temperature. That said, if possible, it’s always best to post cure in the mold, or at least cure to the highest possible temperature in the mold before demolding for post cure.
For a given resin system (e.g., MGS 285), regardless of the hardener used (e.g., MGS 285 fast, 286 medium, or 287 slow), the highest level post cure can be used without fear of harming the system. In other words, curing at temps above Tg will not hurt the system and will result in a faster cure, but will not change the inherent chemistry that governs Tg. That said, at RT testing of mechanical strength, one would expect fully cured 285/285 to be similarly as strong as fully cured 285/287. But at elevated temps this equivalency is lost as 285/285 approaches its Tg before 285/287 approaches its own. Note also that curing a low Tg system above its Tg will not raise its nominal Tg—that parameter is fixed by chemistry.
All of the above is a very abbreviated and condensed description of epoxy properties, and as such there are various details and exceptions to the above statements that have been omitted. Per my usual caveat in these articles, do your homework.
Next time we’ll apply the above concepts to an experiment designed to determine which of several popular epoxy systems is most suitable for fabricating fuel tanks.












