
In early 2018 I traveled to France to install a TECAT torquemeter on Nicolas Ivanoff’s Red Bull race plane. The Red Bull planes lead a pretty peripatetic life; this was before the Cannes race, and Ivanoff was hangared at Gap-Tallard Airport, a rural area about a 2-hour drive north of Marseille in the high Alps, a place known for mountain sports. When I zoomed in on Google Maps to find the hangar on the airport, I was surprised to see a building next door labeled “Beringer.” A quick check and I confirmed it was indeed the wheel/brake manufacturer. Now that’s serendipity! I called editor Paul Dye to suggest we do an article and quickly arranged for a factory visit.
While waiting for some glue to dry on Ivanoff’s TECAT, I walked next door to Beringer. I was greeted by Owner/General Manager Claire Beringer and her parents Gilbert and Vronique (owners and heads of R&D and communication, respectively). Back in the ’80s Gilbert and Vronique raced sidecars (Gilbert was the driver, and Vronique the “monkey” who shifts their weight during the race to control the center of gravity), and they were unhappy with the performance of their bike. Although equally interested in aviation and motorcycles, Gilbert decided the latter had more promise business-wise, so they decided to start a company to manufacture sidecar wheels, front forks, and brakes, followed later by the chassis itself. In 1985, Beringer Sidecar was born.

Vronique, Claire, and Gilbert Beringer in the office.
From 1985-1993, Beringer Sidecars was quite successful on the race circuit, and Gilbert and Vronique were even French National Rally Champions in 1991. “Everything that Gilbert designed was based on a need that we had for our own use,” says Vronique—surely a recipe for success in an entrepreneurial endeavor. “We built sidecars because we had kids and wanted to go riding with them, and then we needed good brakes for racing. Then we built a homebuilt airplane and decided we would design [our own] wheels and brakes.”
In 1993, due to the growing success of its braking solutions, the Beringers sold the sidecar business to focus solely on brakes. Initially their focus was the high-end aftermarket for racers like Ducati, and from 1993-2009 Beringer provided brakes for numerous champions riding in categories as varied as superbikes, endurance, supermoto, quads, and dragsters. Along the way, Beringer racked up multiple patents and innovations for things like ultra-light six-piston brakes, quad-disc rotors, and ultra-low-friction master cylinders. In 1999, Beringer was invited to solve a braking issue for an automotive application and soon found itself providing brakes for a range of high-end cars, including Alain Prost’s 2003 Formula 1 race car.
In 2009, Beringer sold the automotive/motorcycle side of the business (now known as Beringer Brakes), and Gilbert et al. decided to pursue that second Beringer passion, aviation. The entire family holds pilot and glider licenses, and all of them also fly models. “Gilbert is more interested in technology development,” says Vronique “and we had reached a point where the automotive product line was already well-developed. So we sold it to allow someone else to develop the commercial aspect.”
In fact, the Beringers had already started heading the company toward aviation in 2002, after building a French homebuilt. Being unhappy with available wheels and brakes, they decided to build their own. (See a pattern here?) In 2011, the company was moved from its original headquarters in Saint-tienne to Gap-Tallard Airport. “We needed access to an airfield to test our products for experimentals and also to do first installations on certified airplanes to make the STCs,” says Claire. They opened a U.S. office in 2012, which is now located in Greenville, South Carolina (incidentally, about an hour east of Just Aircraft).
The new line of aviation products obviously reflects the nearly three decades of experience gained in ground-based racing, with a particular focus on light weight, performance, and feel. “The thing that is interesting about Beringer Aero is that we have reinvested in the airplane world all the technology we have developed on race cars and motorbikes. We had to develop special things for them, but in the end a disc is a disc, a piston a piston. We weren’t really starting from scratch,” notes Gilbert. “We know how to use brakes at very high temperature, with high reliability, and without failure. This is what allows us to make very small, very light brakes.”

The Beringer team (from left to right): Marie Tartarat, Marie Cruveille, Christine Rochas, Lukas Stutzer, Roddy, Frederic Salle, Christian Gaillard, Julie Chaix, Brice Barone, Yohann Tourres, Yann Merle, Vronique Beringer, Claire Beringer, Gilbert Beringer, Dillon Chafin, and Carla Panetta.
Torture Tests
Clearly, Beringer is pretty focused on product development, and their testing facilities show this. Like the FARs in the U.S., European EASA standards require manufacturers to show compliance with a variety of tests. Beringer’s main test equipment includes a brake dynamometer, hydraulic load simulator, fatigue tester, and drop test cart.
The dyno is definitely the coolest piece of equipment in the test room! A 30-hp electric motor powers the 3-foot diameter, 1-inch-thick steel plates of the brake dyno. These plates can be clutched together to simulate inertial loads from 1000 to 14,000 foot-pounds of braking power (the former represents a typical LSA, the latter the Cirrus jet). The discs, pads, and calipers are instrumented to monitor temps both internally and externally, and other channels of the data acquisition system carry information on parameters like brake pressure and deceleration.

Frederic Salle operating the brake dyno.
While I was there, a Cirrus jet wheel/brake was being tested and Frederic Salle, the test operator, spun it up, turned off the lights, and hit the brakes. Pretty soon the discs were glowing red, but alas, I couldn’t get a good picture through the safety glass. We actually did this twice more in my pursuit of a good picture, so we were really putting these brakes to the test. Frederic reported 1150 F disc temp, and I asked if they had a problem with boiling brake fluid.
“Ah, this is the trick!” said Gilbert. “We use Formula 1 technology for this, vented pistons and two coats of insulation.” Frederic then ran the wheel up again, hitting 1400 F with no problem stopping the wheel—and this was less than a minute between each subsequent run-up. Meanwhile, caliper temperature was 160 F. The temp was still rising, but Frederic said it would max out at about 200 F.

Close-up of the brake dyno. Up to nine massive steel plates can be clutched together to simulate aircraft gross weights of up to 14,000 pounds.
As an aside, I brought up the issue occasionally encountered by experimentals of wheel pant fires after extended taxiing or aggressive braking. Gilbert pointed out that it is not the high disk temps that cause fires, but rather the seals in the pistons failing, which spills brake fluid on the hot disks. Beringer can take the calipers up to 480 F without failure but sets the operating limits at 300 F. Claire pointed out that while their systems are pretty heat tolerant, you can definitely go over the operating limits if you taxi with brakes on.

The brake disc for the Cirrus jet glowing red during a dyno test.
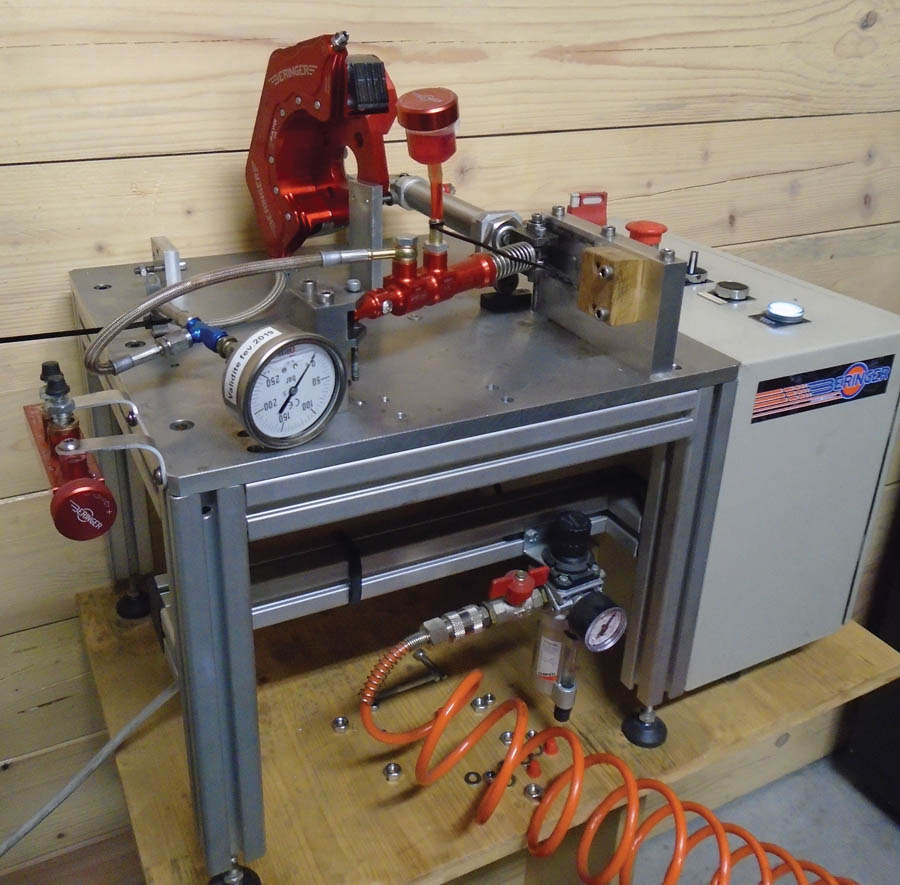
A static two-axis hydraulic press with a wheel spinning motor allows them to put up to 20 tons vertical and 6 tons horizontal load on wheel/tire systems, allowing them to run axial, radial, combined, and rotating rupture tests. The rotating tests check for rim failure, and while FAA certification requires a 1000-mile rolling test, Beringer runs their test for 12,000.
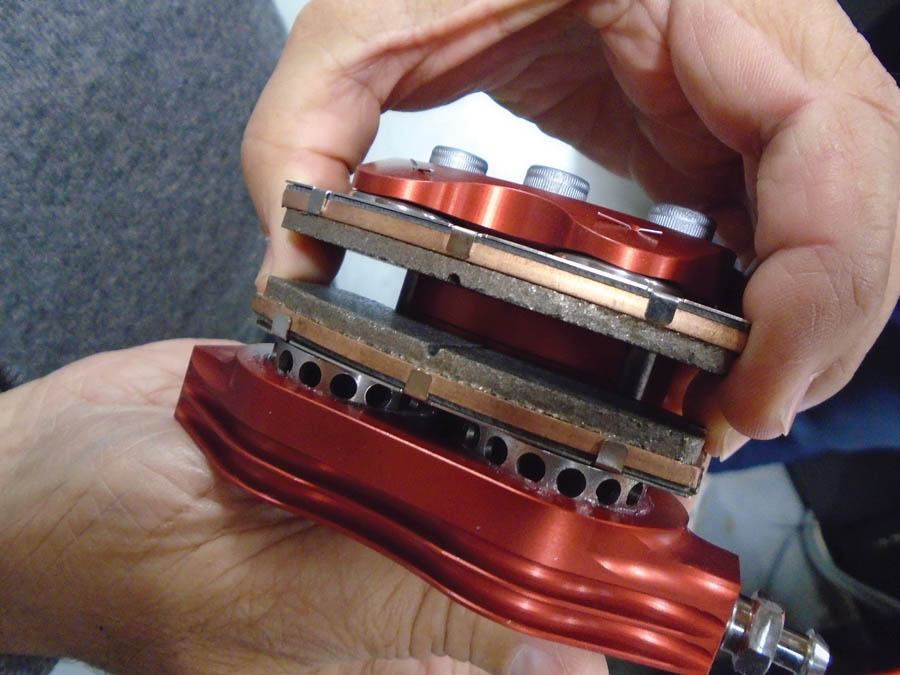
Ventilated pucks, sintered pads, and insulation of the brake assembly are all designed to effectively deal with the intense heat generated by braking.
A fatigue machine cycles brake systems through 200,000 cycles at max pressure to prove the entire hydraulic system. “That is twice the life of an aircraft. We have a two-year warranty on products, but on master cylinders we could have a lifetime warranty,” notes Claire. Finally, the latest addition to the shop is a drop tester for their new line of high-energy-absorbing Alaskan Landing Gear.

This hydraulic press allows wheel/tire systems to be tested for both vertical and side loads.
Certified and Experimental
As with their motorcycle/car business, Beringer wheels and brakes have been adopted by numerous high-end manufacturers. They are OEM/STC’d for the largest European glider manufacturers as well as many experimental aircraft in both Europe and the U.S., plus certified aircraft like Cirrus, Diamond, and Pilatus. They are on all of the Red Bull Air Race planes and were used on Solar Impulse. Overall, about 60% of Beringer’s market is certified (i.e., OEM and STC’d retrofits), and the remainder is experimental (OEM and retrofit).
“The 40% made up by the experimental market is really important for us,” says Claire, “because we can rapidly design new products, put them on the test bench to see if everything is good, then put them in the field and get customer feedback quickly to constantly improve the product. Then, once it has proven itself, we can certify it. In contrast, doing research and development on certified products is a nightmare because you have to update the drawings all the time and document everything—it’s a lot of paperwork. So this market is very interesting in that aspect.”
The fatigue tester runs brake systems through 200,000 cycles.
Claire also points out that certified and experimental products are manufactured in exactly the same way. “Same subcontractors, same quality, same traceability. The only difference is that we issue EASA papers for the certified products.” Surprisingly, only 10% of their market is in France; the rest is exported, with about a third of their product going to the U.S. and the balance to Europe/worldwide.

Dual brake assembly on a six-inch wheel is typically used on four-seat airplanes with high engine thrust like a Cirrus SR22 or Lancair IV or IV-P.
Efficient Manufacturing
Beringer’s approach to manufacturing is to emphasize their strengths, which Gilbert identifies as design. (In fact, one wall of the company’s foyer is pretty much covered in patents for Gilbert’s designs.) Additionally, Beringer’s market has typically been aftermarket/tuning/racing, so there is a high expectation for quality from customers who are willing to pay more for high performance.
What this means is that Beringer has typically farmed out non-design aspects of production such as machining, surface treatments, and engraving, and currently has as many as 70 vendors producing over 2500 types of parts for their line of brakes and wheels. Gilbert is proud of the good relationships he has with high-quality vendors. This approach allows the company to expand or shrink production quickly if need be, and have parts made by specialists. Due to the presence of Airbus in Europe and cheap manufacturing shifting to Asia, what remains in France is high-quality, high-technology producers. Turnaround time from ordering raw materials to deliverable wheels is three months, so Beringer keeps enough parts on hand to be able to fulfill orders within 15 days.
According to Gilbert, the advantages of Beringer systems include the following:
- All parts are computer designed; axles and wheels undergo FEA stress analysis to ensure maximum strength at minimum weight and are then CNC machined from billet.
- Wheels are designed for tubeless tires to minimize the possibility of flats and also to save weight.
- Bearings are sealed, and the metallic brake pads are sintered rather than riveted.
- Sintered rather than organic brake pads are used for progressive braking—the pads actually grip better the hotter they get, in contrast to traditional pads that fade as they get heat soaked.
- Overall reliability is high and maintenance costs are low, thanks to the longer lifetime of wearing parts and general design of the products.
One recent development carryover from the racing world is Beringer’s anti-skid system. Originally developed by Gilbert for motorcycles as a means to modulate pressure between front and rear wheels to prevent excessive diving in corners (which can lead to rear wheels skidding or even lifting off the pavement), the ALIR (anti-lock inline regulator) works left/right for airplanes, rather than fore/aft. This allows the operator to set a maximum pressure such that differential braking (which is prevalent in most experimentals) cannot result in locking the brakes during emergency braking. Essentially this allows the pilot to apply maximum pressure while reducing the chance of a nose-over or ground loop, since under max braking conditions the braking for both wheels is both equalized (keeping the plane going straight) and limited (preventing wheel lock/skidding).

The rolling tester.
Worth It?
While Beringer wheels and brakes are more expensive than their competitors, Gilbert argues that upfront costs are balanced by reduced long-run maintenance costs due to the design. I was able to confirm this for the Pilatus STC by speaking with Mike Fitzgerald, technical manager of Icarius, an FBO at Gap Tallard that worked with Beringer for the STC on the Turbo Pilatus. Icarius offers perhaps an ideal test case for analyzing the economics of wheel/brake maintenance since their planes are used for skydiving and are thus seeing many takeoffs/landings per hour. Mike confirmed that they saw a significant hourly cost reduction from switching over to the STC from the OEM wheels. According to Claire, more than two-thirds of the Pilatuses flying worldwide are now equipped with Beringer wheels/brakes, which are now OEM for new planes.

The drop test bucket.
Alaskan Landing Gear
Beringer’s latest foray into aviation came about after Gilbert and Vronique took a bush flying course in Alaska. Gilbert thought the stock gear on Super Cubs made for a pretty rough ride, and immediately sketched up his ideas for something better. On return to France a prototype was fabricated, and the resulting Alaskan Landing Gear has been available to the experimental market since 2015. They were in the process of getting FAA certification during my visit.

Beringer test plane, a Savage Cub, with the new Alaskan Landing Gear.
Claire showed me the Savage Cub that has served as the test bed for their Alaskan Landing Gear. “The advantage of this gear is that you have these large oleo shocks here that provide 12 inches of vertical travel. We are not to the 22 inches of the Just SuperStol, but we are much more than the two inches of the original gear. You can see the kinematics are completely different. On the original landing gear you have bungees on the lower strut, which transfer movement horizontally. For absorption, you want vertical. So ideally you want to put the shock vertically. But then, like the SuperStol, you have to reinforce the whole airframe, so it becomes really complicated.
“Our target being an STC and an easy replacement for pilots, we wanted something that bolted directly onto the original attachment points, which is the case with this gear. There is absolutely no modification of the plane: You take off the old gear, bolt on the new gear, and you are ready to fly. It’s a pound and a half lighter than the original, and it transfers three times less stress into the airframe since there’s more efficient shock absorption. You can also brake sooner because you are not bouncing on the ground, so your landing distance becomes shorter.”

Beringer’s own homebuilt, a Souris Bulle, sports the latest version of the gear.
Claire says the feedback so far has been very good. “We’ve made 12 iterations—experimentals are good for that. So we are now to the point where we have a very well designed finalized product that we can certify. Moving forward, we don’t want to compete with Robbie Grove or other spring gear manufacturers. The idea is to focus on high-absorption oleo landing gear.”
What’s ahead for Beringer? Claire says they plan to keep developing new products, as this is the core added value of Beringer. They will also keep working with OEMs and private pilots, in the U.S. and other regions of the world. If there is something you want, tell them! During my visit a new hangar was going up alongside the current factory, which will allow them to rehouse the test aircraft and transform the current hangar space into a large workshop and stocking area.

Complete wheel and brake setup.
If you find yourself in Southern France, you are more than welcome to stop by the factory for a visit and a tour. U.S. readers can, of course, also see them at Oshkosh, Sun ‘n Fun, Sebring, and Deland. To see their very complete online catalog, go to www.beringer-aero.com. A cool little video of their bush gear can be seen here.
Author’s note: Beringer is a sponsor of the SR-1 project.












