
Ever since wheels were invented, aircraft designers have been trying to get rid of them. They weigh too much, cause too much drag, cost a lot, and are only useful on the ground. Well, even though some alternatives have been tried—landing jets (F9Fs and Vampires) on inflatable mattresses, hooking onto airships (F9C) or launching vertically and simply dispensing with landing altogether (Fiesler Natter)—nothing better has come along, so the Pudding River Bearhawk has wheels. Three of them: a little one in the back and two bigger ones (just how much bigger has been a source of barbed debate amongst the Bearhawk crew) up front.
The tailwheel is typical of what’s used on RVs, Tailwinds, and many others. A tube welded into the aft fuselage receives a round tapered rod of heat-treated steel. An RV full-swivel tailwheel assembly is bolted onto that. We’re keeping an eye out for an inflatable tailwheel that’s lighter than the solid rubber version that we already have.
The main gear consists of V-shaped “bipods” of welded steel tube (one on each side) hinged to the lower longerons at two points. An axle at the apex of the “V” allows mounting the wheels and brakes, and extends inboard a few inches, where it connects to a strut that includes a “shock absorber.” That strut is fastened to a strong steel fitting welded into the center of the fuselage.
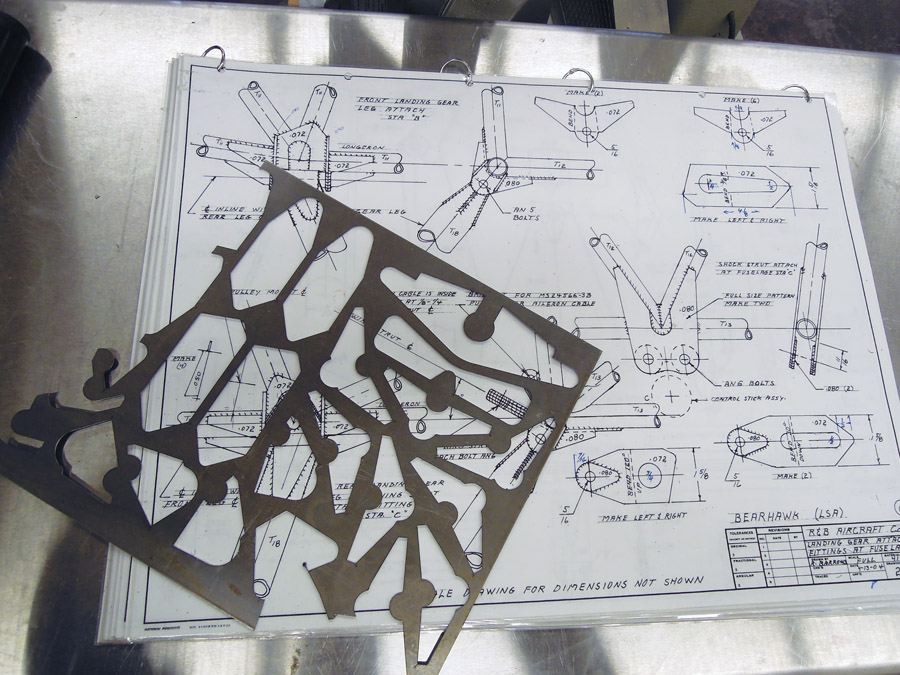
There wasn’t much waste when the computer nested all the parts together for laser cutting.
We started our landing gear adventure by making the myriad of small steel fittings that must be welded to the fuselage to provide a mounting point for the gear bipod. These are made from 0.071-inch steel—pretty thick by Bearhawk standards—and are not simple straight shapes. They must be accurately cut and bent before they are welded on.

Steel fittings were laser cut by a local steel fabrication company, but they still had to be bent to the final shape.
It’s perfectly possible, with a good metal-cutting band saw, drill press, and some patience and cutting oil, to make the flat patterns in a home shop. Our band saw isn’t the best, and after weeks of dealing with small parts in tight places on the tail surfaces, I was a little short of patience. I persuaded one of the CAD draftsmen at Van’s Aircraft to turn the shapes on the Bearhawk plans into .dxf files. I handed his memory stick and a piece of 0.071 to a local steel fabrication company, and two days later they handed me back a bag of laser-cut parts and a piece of steel lace. There wasn’t much waste when the computer nested all the parts together and cut them out. (Later Mark Goldberg at Bearhawk cautioned us that the heat of the laser could cause stress risers and lead to cracks if the edges weren’t dressed back or welded. As it turns out, most of the edges do get welded, and it didn’t take too long to file the edges that didn’t…but next time I’d probably have the parts water-jetted rather than lasered.) A few hours of pounding, bending, and filing had the fittings fitted to the fuselage, then welder Sam Hill went to work. It took just over six hours of skilled work to weld all the fittings on—we were surprised at how much time and welding rod went into just a few cubic inches of space.

Finished fittings ready to be welded to the fuselage frame.
Gear Legs
While Sam was making blue light and orange metal, I began work on the landing gear legs themselves. The simple “V” of heavy steel tubing wasn’t difficult to fabricate. After mocking the legs up with PVC pipe, I roughed out the steel with a handheld band saw and finished fitting the pieces with an angle grinder.
To ensure the wheels were where the designer intended, we dropped plumb bobs off the fuselage at the spot shown on the plans and located the spanwise wheel centerline. We built a shelf off the side of our worktable that located the axles. With the axles and the hinge points on the fuselage located, it was just a matter of connecting the dots.

By dropping plumb bobs off the fuselage at the spot shown on the plans, we were able to locate the spanwise wheel centerline.
The gear leg bipod and 1.25-inch diameter axle meet at an angle, so the bipod must be coped for the axle. One clever Bearhawk builder did this in one step by clamping the bipod to his drill press at the correct angle and cutting the cope in one pass with a 1.25-inch hole saw. I thought this was too elegant to pass up and started figuring out ways to clamp the parts to the drill press table and get the correct angle established. After an hour I realized all the noise on the bench behind me was Philip at work with his “second-favorite” tool…the angle grinder (his favorite tool is a hammer…). He’d already eyeballed and roughed out the axle cope for the other gear leg while I was playing around with clamps. I handed him my gear leg weldment and got out of the way.

Philip copes the gear legs with his second-favorite tool—the angle grinder.
Rion, meanwhile, has found his eyes particularly sensitive to the welding arc and prefers not to be in the shop while welding is underway. He retired to his office on the west end of the Taj Mahangar and began searching for a set of wheels, brakes, and tires suited to our airplane, stereo going. (By the way, after reading my snide remarks about his taste in music in a recent episode, Rion tells me that his mixtape is “Southern country”—a type of music of which I was previously unaware. Rion grew up in Sumpter, South Carolina, and glories in being a true Southern boy. Once, at an EAA breakfast, I tried pointing out that my boyhood hometown of Malibu, California, was south of Sumpter and I had an uncle named, truly, Robert E. Lee. If anybody should qualify as a TSB, it would be me. He sniffed dismissively and helped himself to more grits. In the end it turns out I was wrong…according to Google Earth, Sumpter is south of Malibu—by about two nautical miles.)
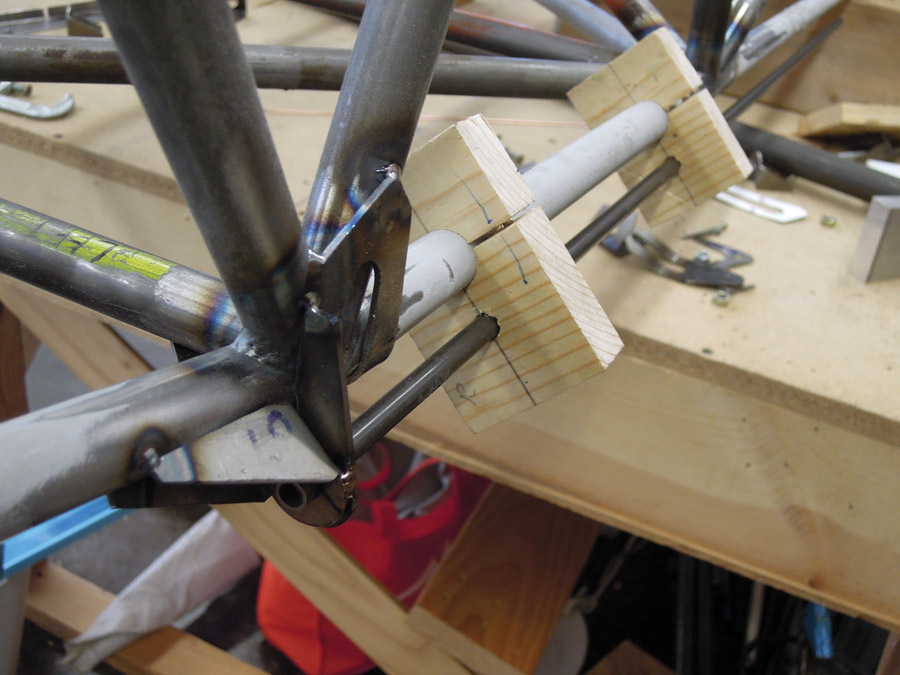
A homemade jig was used for aligning the gear leg pivot points.
I would check in periodically, just to pull him back to reality. He really wanted big tires. Gradually I worked him down the scale from 31-inch balloons to 22-inch slicks and finally twisted his arm to settle for a set of 21-inch tubeless tires mounted on Matco 6-inch wheels. This was a lot bigger than I wanted—I mean, where can you not go, really, on 16-inch tires? But we live in an age where a president makes a big deal out of how big his hands are… so maybe (tire) size will matter.

A 1.25-inch-diameter axle was welded to the heavy steel tubing used for the landing gear leg.
Shock Struts
So far, the actual landing gear was just steel tube and steel plate—a lot of fabrication work, but simple enough. The tricky part was those shock absorber struts.
You would think that in a world full of trucks, cars, off-road buggies, and motorcycles, a shock absorber of just the right dimensions and performance would be available off the shelf. This, evidently, is not true. Given that lack, Bearhawk builders must build their own shock absorbing struts with simple hand tools like lathes, big threading dies, brake hones and TIG welders.

Rion just had to have big tires. We finally settled on 21-inch tubeless tires mounted on Matco 6-inch wheels.
The struts are simple enough in concept—a piston, welded to a tubular shaft connected to the fuselage, is inserted into a steel tube that is capped on both ends. The lower end of the strut rotates around a bolt through a clevis welded to the inboard end of the axle. O-rings, riding in slots machined into the piston and cap, serve as “piston rings” and seal the shaft as it exits the top of the strut. A big coil spring surrounds the shaft, above the piston. When the weight of the airplane is on the gear, the piston compresses the spring. According to Issac Newton, there must be an equal and opposite reaction, so the spring tries to rebound. Since the energy it absorbs (during a hard landing, say) is more than enough to spring the airplane back into the air, it’s necessary to control the rate at which the rebound occurs.

We were often surprised at how many fittings had to be welded in just a few cubic inches of space.
This is accomplished by filling the cylinder with a liquid (automatic transmission fluid in this case), which exerts hydraulic pressure on the top of the piston. Fluids are not compressible so it might as well be a solid unless it can flow. And when the piston is forced to move, it does flow, from one side of the piston to the other, through a small hole drilled in the hollow shaft. The size of the hole “meters” the rate of flow, which allows the piston to travel at a controlled speed and damp the rebound of the spring. The oil transforms the mechanical energy into heat energy, so once again, Sir Isaac is satisfied. Got all that?
Finished gear leg axle assembly.
Easy to say, not so easy to build. Even though Philip owns a lathe, he was a bit dubious about the trickier tasks like making accurate slots (on the inside of tubes) for the O-rings and the top snap ring that holds the strut together. (“Better get that snap-ring groove right,” Mark Goldberg told us, “otherwise you’ll end up on the belly…”) So we saddled up the Prius and drove south to visit Bruce Reynolds.
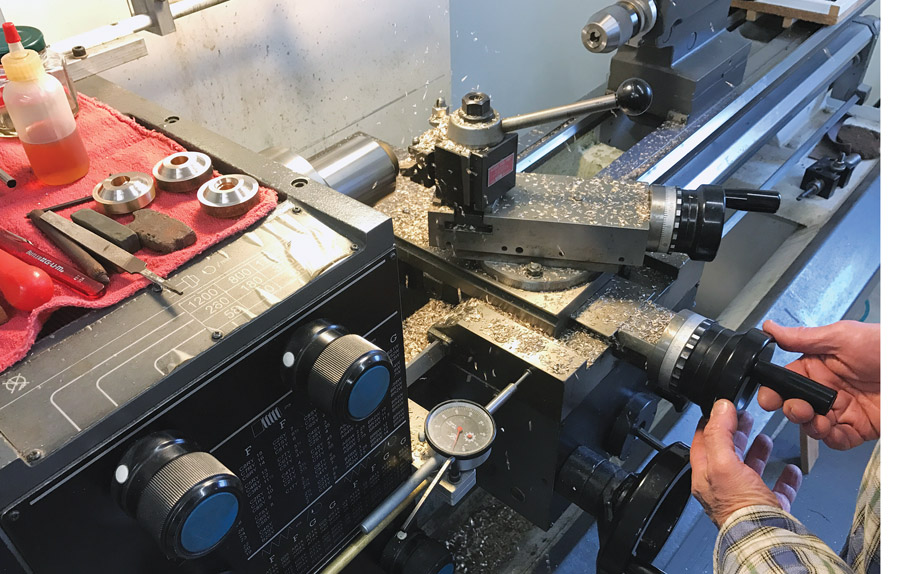
Turning a bronze shock strut cap on a lathe.
Bruce, a retired tool-and-die maker who spends most of his time on gunsmithing tasks, had built most of the mechanical parts of a Barracuda before segueing into a much more practical RV-6A, which he flew for many hours. His home shop has all the basic machine tools, and Bruce knows how to use them. Better yet, he was willing to accept a shop full of rookies and show them how to make parts that would become shock struts. After a couple of sessions, fueled by coffee and cookies provided by Carol Reynolds, we had a set of beautifully made strut components, and we knew a bit more about the internal workings of rifles, too. We returned home, welded the parts together, and assembled the struts.
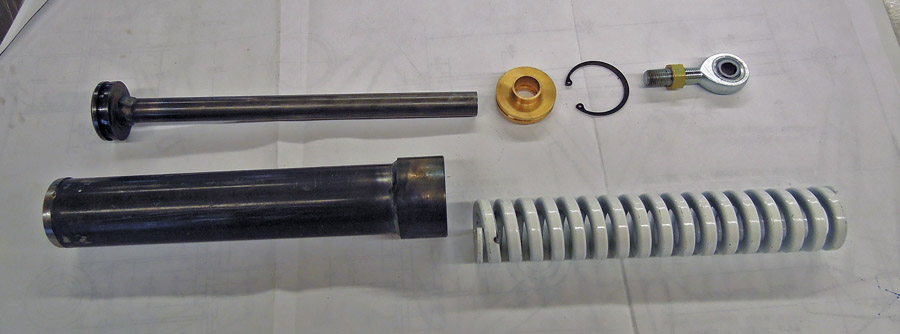
Shock strut components.
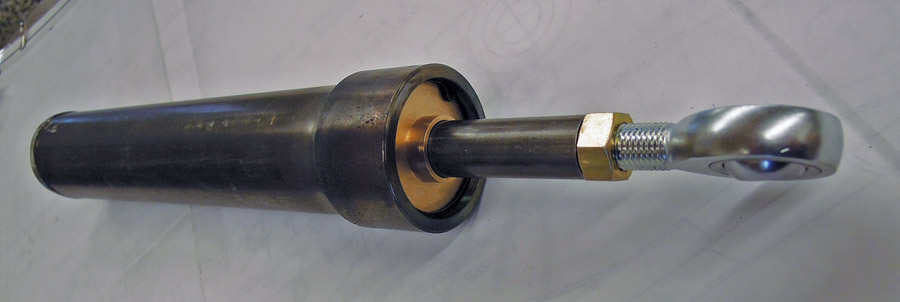
Finished shock strut. Note the bronze strut cap.
The next few days were spent fitting and welding the strut extensions to the shock absorbers and fitting the wheels. (Our measurements for axle length and brake bolt plate placement worked out… hurrah!) The Ides of March passed. On St. Patrick’s Day, Oregon had its fifth sunny day since Christmas, so I blew off the airplane and went for a bike ride. Finally the first day of spring arrived (in a pouring rain). I drilled the holes in the axles for the cotter pins retaining the wheel nuts and declared the landing gear finished. There will be a bit more work later in the project… running brake lines, locating and welding on a step, and covering the gear assemblies with fabric. But that’s in the future. For right now… summer’s coming and baby’s got new booties!
Tools We’ve Learned to Love
Since each member of the PRB crew had built a metal airplane, we were well equipped with tools to handle sheet aluminum. However, as we moved into the steel-tube fuselage, we found several tools that rapidly became favorites.
The Hitachi Hand Drill: We’ve all got drills from several other manufacturers, but Rion’s little green Hitachi became our hands-down favorite during wing construction. It remains in constant use on the fuselage. The batteries don’t seem to deteriorate, the keyless chuck is a delight, and no matter what we ask of it, it always delivers. It’s hard to put a finger on exactly what makes it better than Brands M or B&D, but almost every time we use it, we admire it.

The Handheld Band Saw: Philip had a Harbor Freight version, and it convinced him of the convenience and utility of the design. The cheap HF wasn’t the best, so he sprung for the much more expensive but much higher quality Milwaukee version.

The Makita Metal-Cutting Chop Saw: It’s not a big-box store item—it takes a bit of internet hunting to find one—and it’s expensive at $425.00. But oh, how we wish we’d ordered it earlier in the project. The only downside—it doesn’t have factory detents at the usual angles. This little omission can be quite frustrating, as mitered cuts have to be fine-tuned every time. But it makes beautiful cuts in steel tube and angle, and sure beats a hacksaw and a belt sander.

The Delta Sander: Speaking of belt sanders, we’ve used the heck out of the 1-inch-wide three-wheel Delta sander. An HF knockoff lasted about two weeks, but the Delta goes on and on without a whimper. Belts wear out quickly on 4130 steel, but they’re cheap considering the work they do. We ordered a box of 100 from Grizzly Tools and change them often.













