
Honing and lapping are similar inasmuch as both employ abrasive action to remove metal and refine the finish of the surface that’s being honed or lapped. That being said, as much as they are alike, they are different. Sort of like milk and cream.
As demonstrated in last month’s column on laps and lapping, lapping can be used to refine the cutting edge of a tool, to flatten a face to improve contact between mating surfaces or to make precision gauge blocks.
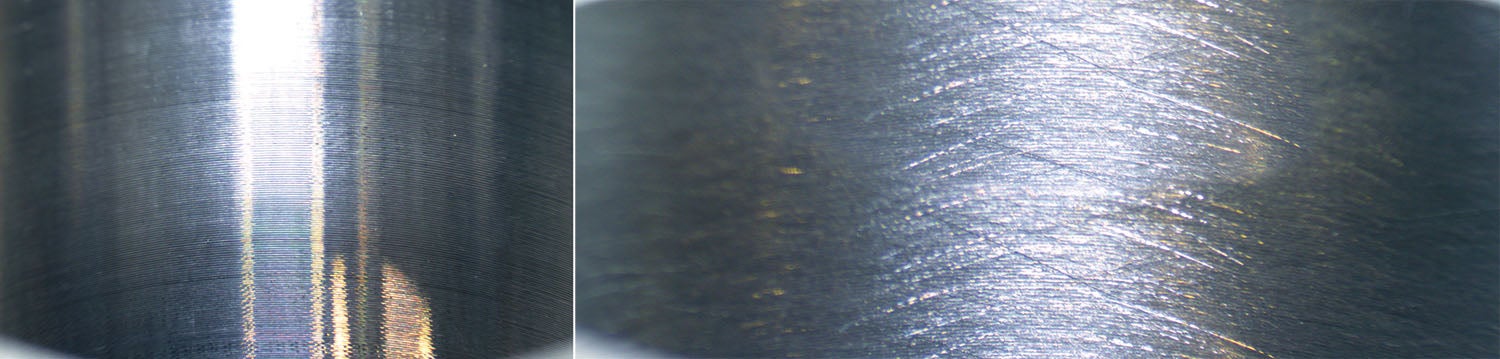
Unlike lapping where the goal is (usually) to create a mirror finish, honing is used primarily on engine cylinders with a goal of creating a very specific scratch pattern called crosshatching. Crosshatching provides oil retention and reduces break-in time for piston rings. In recent years, honing has been the focus of much research. One particular refinement of crosshatch honing is “plateau finish” honing, which removes the peaks while leaving the valleys intact for oil retention. One of the reasons Rotax 912-series engines do not need a break-in period is because their plasma-coated cylinders are plateau-honed. (See SUMEBore and Rotax Components.)
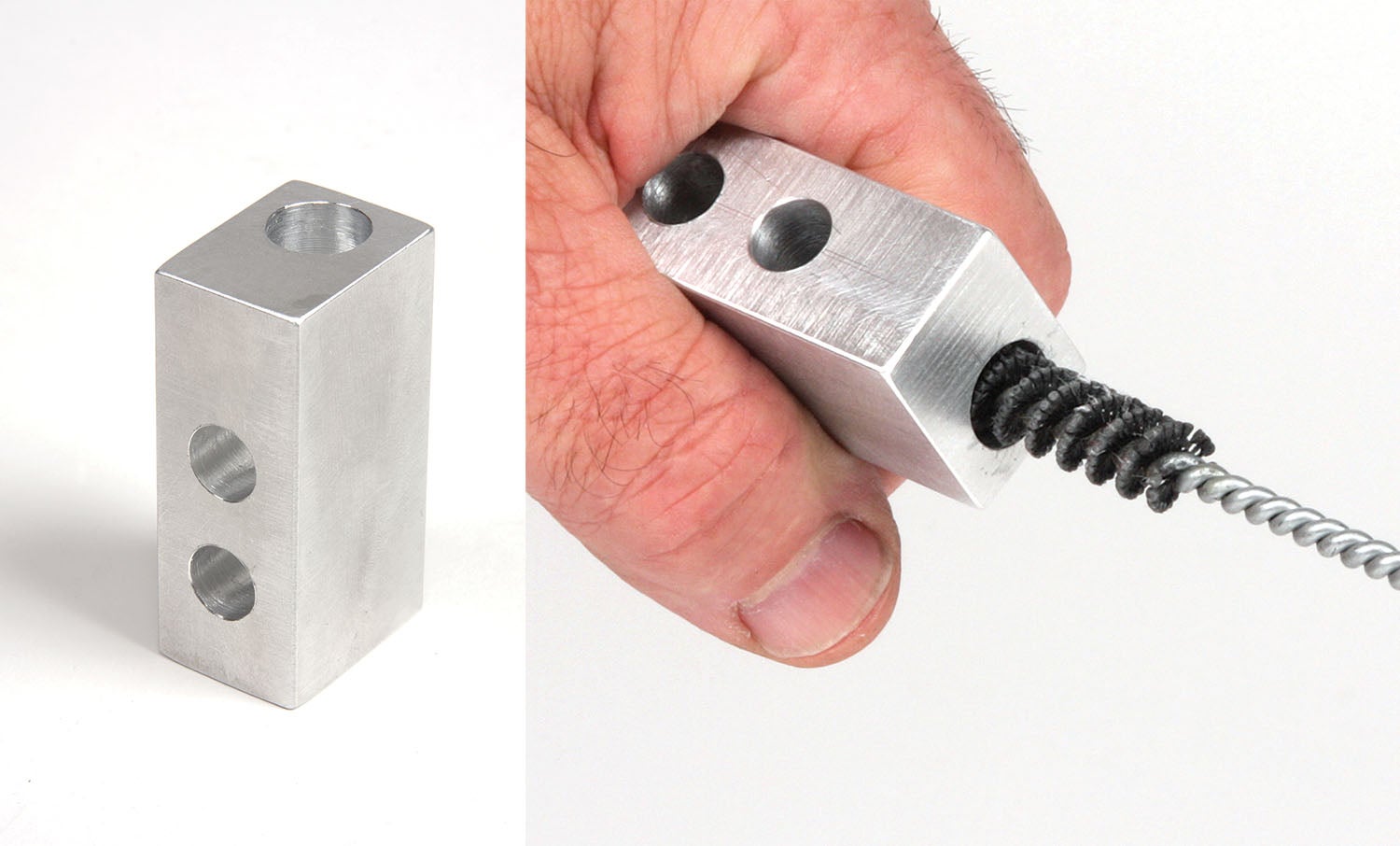
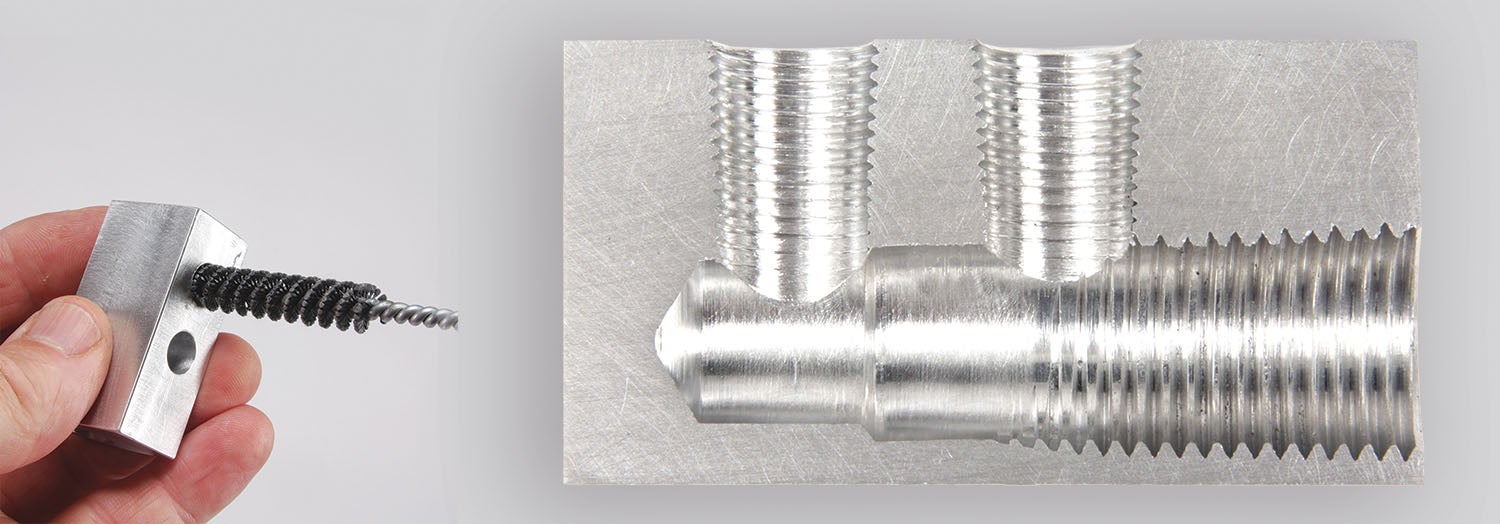
A secondary use for honing, particularly flex hones, is to deburr intersecting drill holes that cannot be deburred with traditional tools. Examples include oil galleys and distribution manifolds.

There are two types of cylinder hones: rigid and flexible. A rigid hone consists of two or more slender grinding stones on spring-loaded arms. A flex hone, or ball hone, looks like a coarse bottle brush with abrasive spheres at the end of each bristle. Both types are typically chucked into a hand drill and the hone is rapidly stroked back and forth in the bore at low rpm with cutting oil.
Both hone types can be used to create a crosshatch pattern. The angle and depth of the pattern are a function of how fast you move the hone (rpm and stroke speed) and the grit of the abrasive. A medium-grit hone will leave a more pronounced pattern than a fine- or extra-fine-grit hone. For deburring, the objective is to remove flashing and soften any hard edges, so the cross hatch angle is not as important. But it’s still important to keep the hone moving back and forth in steady strokes to assure a consistent finish. It is absolutely wrong to allow a hone to dwell in one position with no stroking motion.
Careful attention should also be paid to keep the hone centered and as perpendicular as possible to the bore being honed. Most honing is done with a hand drill, so it is impossible to hold a hone perfectly true, especially while stroking aggressively. But by paying attention to how the hone floats in the bore—or more accurately how you allow it to float in the bore—one can be assured of good results.
It is important to keep the hone mainly within the cylinder as you change stroke direction, not allowing more than one-quarter of the abrasive length of the hone to exit the bore at each end of the stroke. Allowing more than that could cause the bore to become bell-mouthed or tapered.
It’s a good idea, especially when honing engine cylinders, to check the bore dimensions repeatedly to confirm the results. The engine overhaul manual will be very specific as to the type of hone and tolerances that are acceptable. While you would have to be pretty ham-fisted to over-hone and wreck a perfectly good cylinder, it is possible. If you have access to one, practice on an old out-of-spec cylinder before committing to honing a good cylinder.










![1936 Model 75 Boeing Stearman, s/n 003 now CF-TCQ. [Credit: Mike Davenport]](https://www.kitplanes.com/wp-content/uploads/2026/04/DSC_5743.jpg?w=324&h=160&crop=1 "1936 Boeing Stearman Rebuild")


I have had very good results with Wiseco honing brushes , they can be used safely on nicasil or similar plated cylinders as well as on 2 strokes without damaging the bore .
Is that wiseco honing brushes are same as flex hone?
So what type of hone is generally used when piston rings are replaced?
Either type can be used but check with the engine manufacturer for the recommended abrasive type and grit. Traditional iron-lined cylinders can use just about any type, but cylinders that are Nakasil coated typically require special hones.
Here are some useful links:
Some comments from an A&P in GA News:
https://generalaviationnews.com/2018/04/19/ask-paul-whats-the-best-way-to-hone-the-cylinders-in-my-engine/
Link to the Lycoming service bulletin:
https://www.lycoming.com/sites/default/files/Inspection%20and%20Reconditioning%20Procedures%20for%20Nitride%20Hardened%20Steel%20Cylinders.pdf
To purchase the flex hone mentioned in the Lycoming bulletin from MSC supply:
https://www.mscdirect.com/product/details/51964633
Comments are closed.