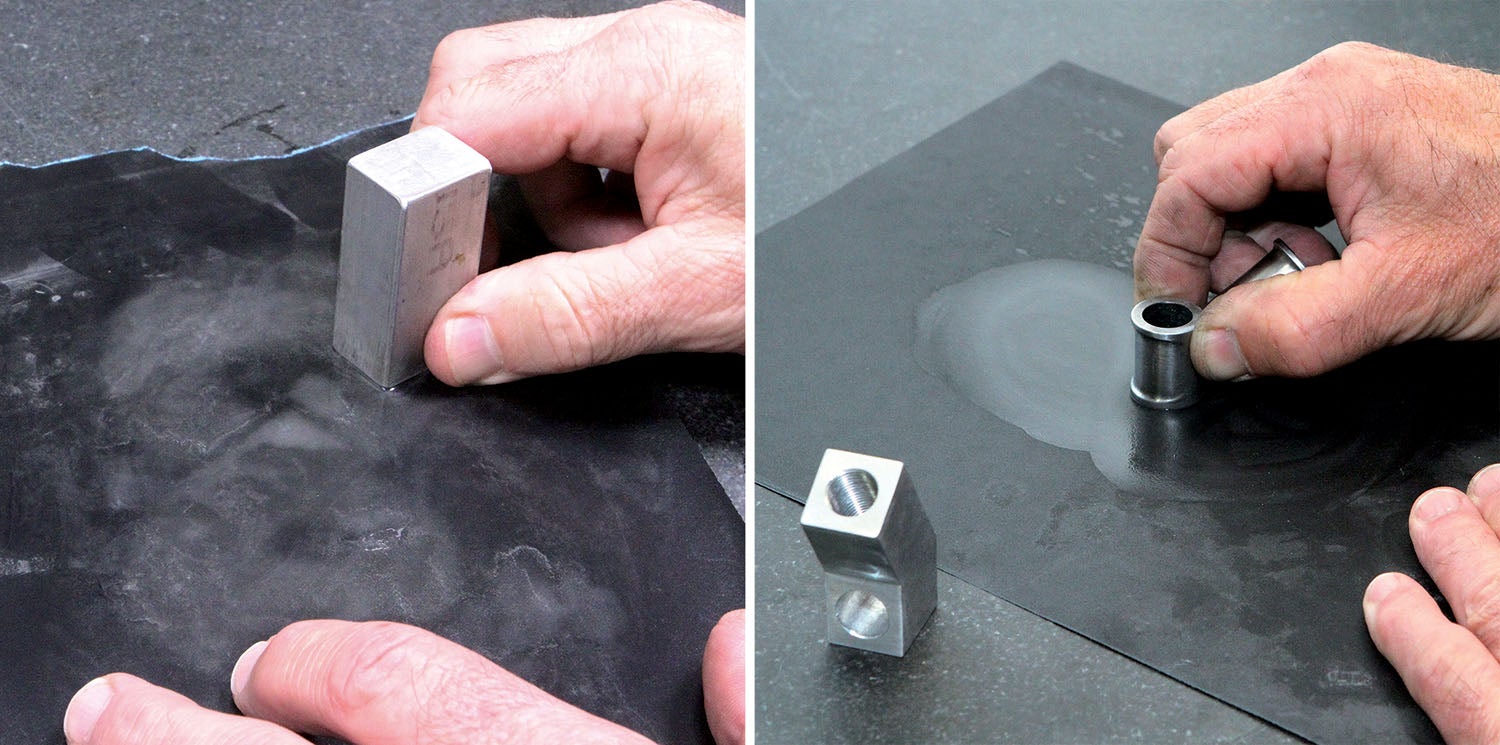
Lapping was an important step featured in two recent columns. Last month’s gauge block project and the September 2020 drain adapter both demonstrated basic flat lapping in the home shop. By using fine-grit sandpaper on a granite surface plate and working back and forth in a figure-eight pattern, the parts were lapped flat and smooth.
There’s more to lapping than making flat faces. Any time an abrasive is used between two faces, it is lapping. A typical example would be using an abrasive compound (called, not surprisingly, lapping compound) to lap valves and seats on a four-stroke engine. The process of lapping mates the particular valve and seat into a matched set that cannot be intermixed.
Unless you’re running an engine overhaul shop, you probably won’t have the occasion to lap valves on a regular basis. But there are plenty of other reasons to be lapping in the home shop.
I have a collection of small, handheld, diamond-grit laps that get used weekly—if not daily—to sharpen a variety of tools, including lathe and router bits, scissors and woodworking chisels. (They also come in handy for sharpening kitchen and steak knives…in case you need some additional justification.)

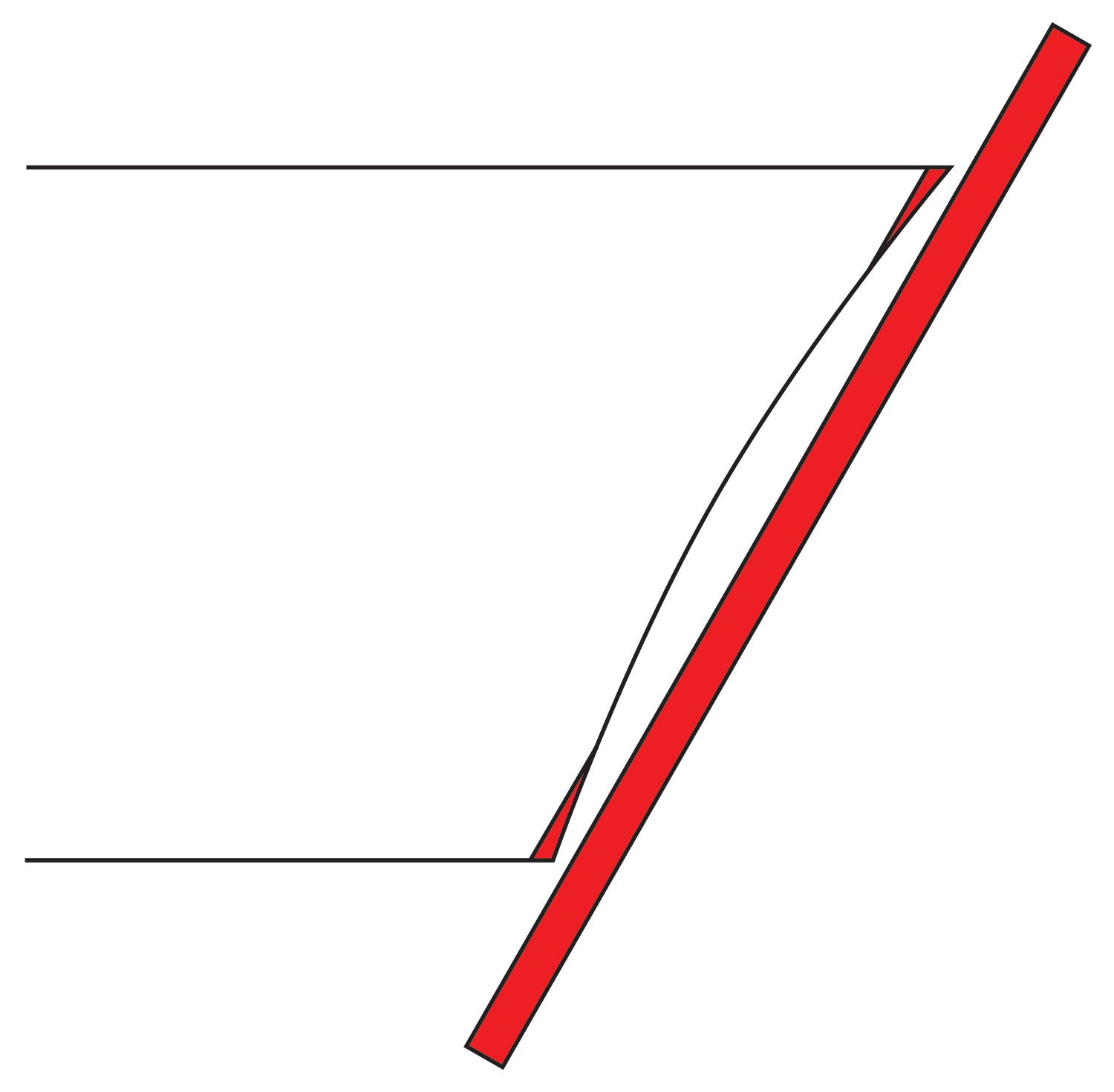
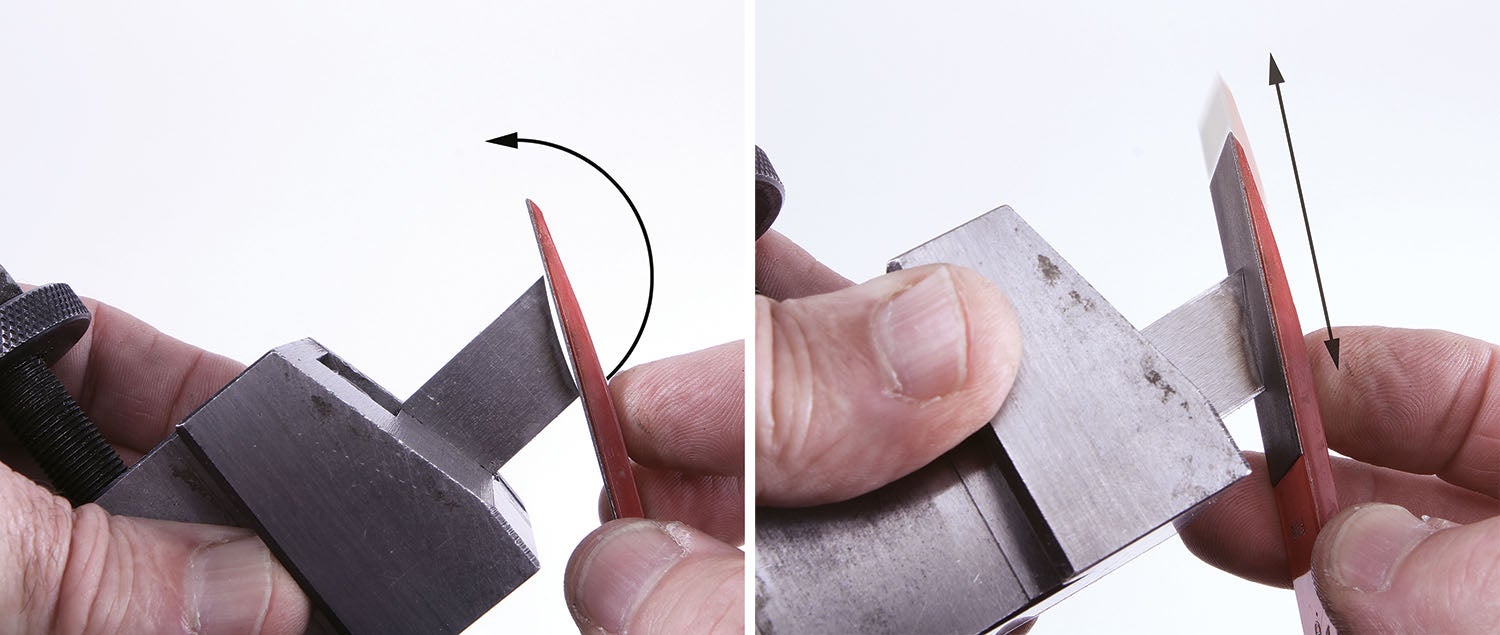
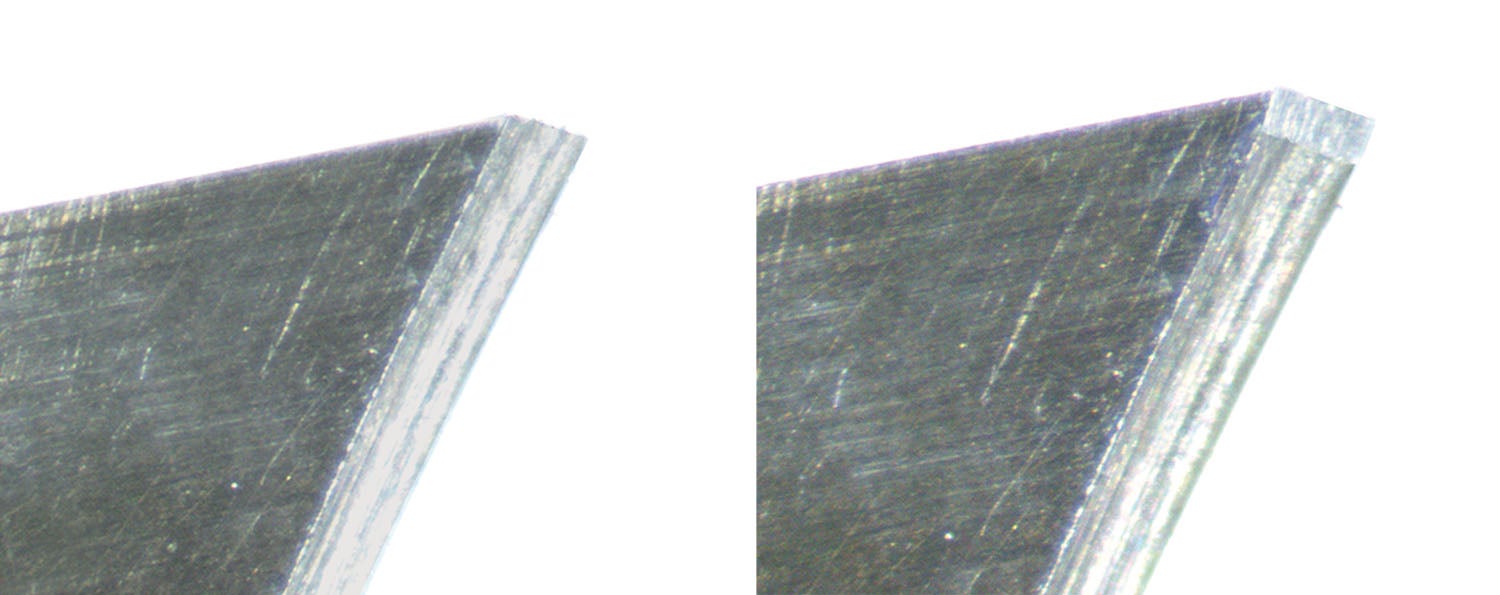
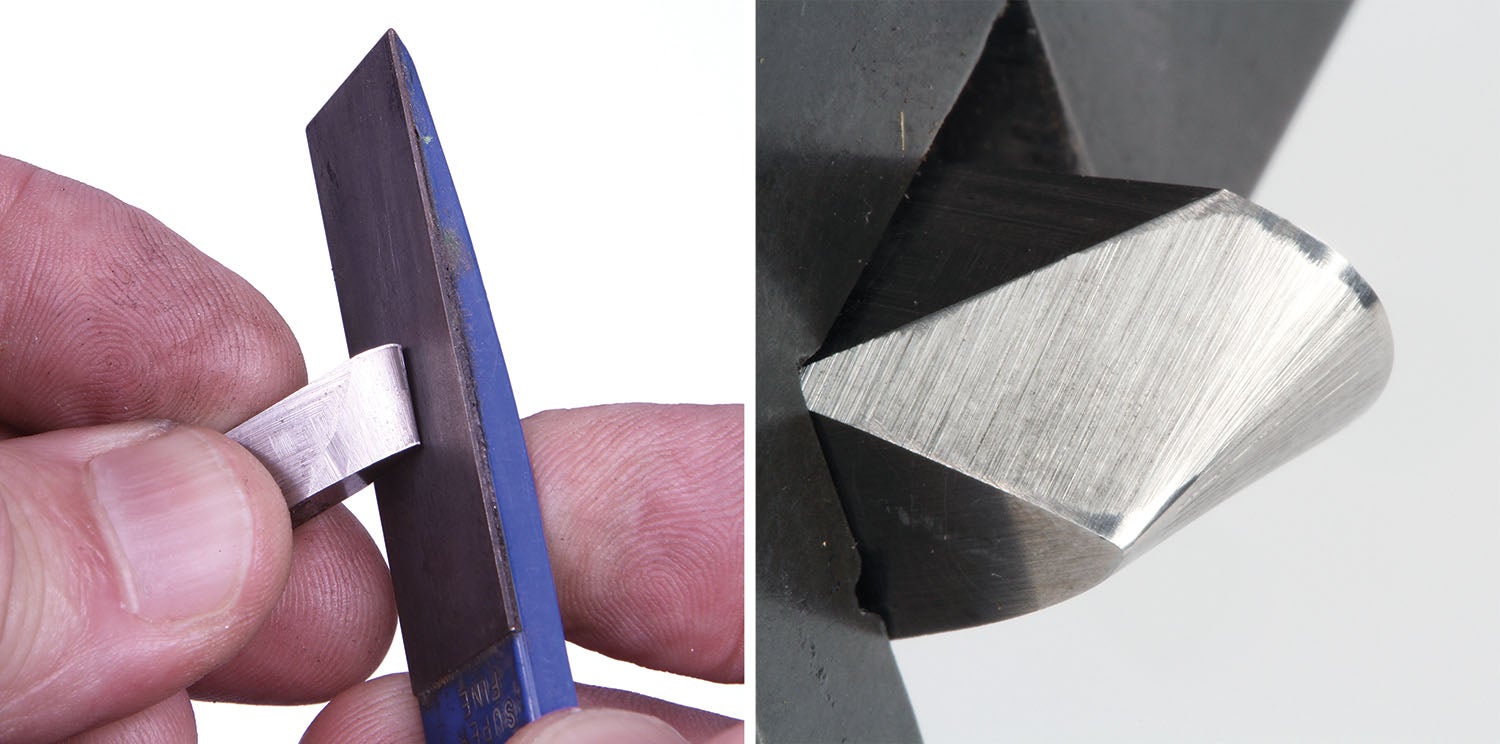
Diamond laps are great for putting a final edge on hand-ground tools, especially high-speed steel (HSS) cutoff blades and bits with a special grind. Since these types of tools are typically sharpened at home on a six- or eight-inch grinding wheel, the resulting ground surface is called hollow ground, in reference to the curve of the grinding wheel. This hollow makes hand lapping easier because, instead of working across the entire face of a flat-ground tool, the lap bridges across the hollow. It takes but a few strokes with a lap to smooth the cutting edge. You can, of course, lap just the edge of a flat-ground tool (a tool ground without a hollow) and create a secondary bevel, but this requires an especially steady hand to maintain a consistent angle, whereas when lapping a hollow-ground tool, the lap is automatically held at the correct angle by two points of contact.
It’s not mandatory to lap every freshly ground tool, especially if you are not too concerned about the off-tool finish—such as when heavy roughing. Still, if your lathe or mill is a benchtop machine with limited power, lapping your tools to the sharpest possible edge will always help. Lapping can help with some stubborn or finicky metals. Titanium and brass are two materials that come to mind where having a razor-sharp edge can make the job go much smoother.
Eze-Laps are also good for refreshing the edges of carbide tools, especially router bits. But mostly I use them on HSS bits and cutters. If you own a wood lathe, you probably know all about Eze-Laps. They have been an essential tool for woodturners for years. Many tools for wood lathes are made from cryo-treated, powdered-metal tool steels that require diamond honing to achieve a sharp edge.

If I could only have one Eze-Lap, I’d probably go with a folding handle fine grit. Although too big for router bits or touching up a carbide insert, it’s just right most everything else, and the extra size means you’ll get many years of use before it starts to dull.
Next month, we’ll talk some about hones and honing. Until then, get out in the shop and make some chips!












