
If you’ve ever overhauled your own aircraft engine—or have been part of the process of a shop doing so—you know there are specialty firms to handle crucial, select operations that require tooling, expertise (or both) to complete successfully. But here’s the strange thing: Many of them are located almost in a line in one quintessentially American city: Tulsa, Oklahoma.
Our question was simple: Why?
Our good friends at Barrett Engines were our initial contact on North Sheridan Road, which serves as the western boundary of the Tulsa International Airport. The road serves as a nexus of companies that service and provide parts for Lycoming and Continental (and a few other) engines that are used in the general aviation fleet here in the U.S. and around the world. Rhonda and Alan Barrett carry on the business they grew up with under Monty Barrett, their father, and are well known in the Experimental aircraft world as a place to have an engine built to custom specifications. Rhonda introduced us to the principals at both Aircraft Specialties and DIVCO, the folks who overhaul most of the parts that come out of your engine at teardown. Using her powers of persuasion, she cleared the way for us to visit and take pictures in their extensive workshops.

OK, So Why Here?
The first question we asked of our hosts at both DIVCO and Aircraft Specialties (ASSI) was: Why Tulsa? The answer, it turns out, is simple. Back in WW-II, the government had several major aircraft companies set up shop to produce aircraft for the war effort. A ready supply of labor and a central location in the nation made Tulsa ideal. Support businesses grew up around the major plants to provide specialized machine shop services. After the war, they stayed in business with their already-trained workforces. The central location worked well when it came to providing services to customers across the country. Plus they were just a few hours’ drive from Wichita’s many aircraft manufacturers.

At any rate, having all the companies collocated is a boon to customers because they can package and ship all of the components for their engine to a single shop. Really, why? Because cooperation between the shops is such that whoever gets the package will distribute the items to the places they need to go, then collect everything back at the end of the process, palletize them and ship them back to the customer. Try that with REI, Whole Foods and the Verizon store. While the customer works individually with each company in arranging and approving work, they don’t have to worry about wrangling multiple packages through the shipping network.
Who Does What?
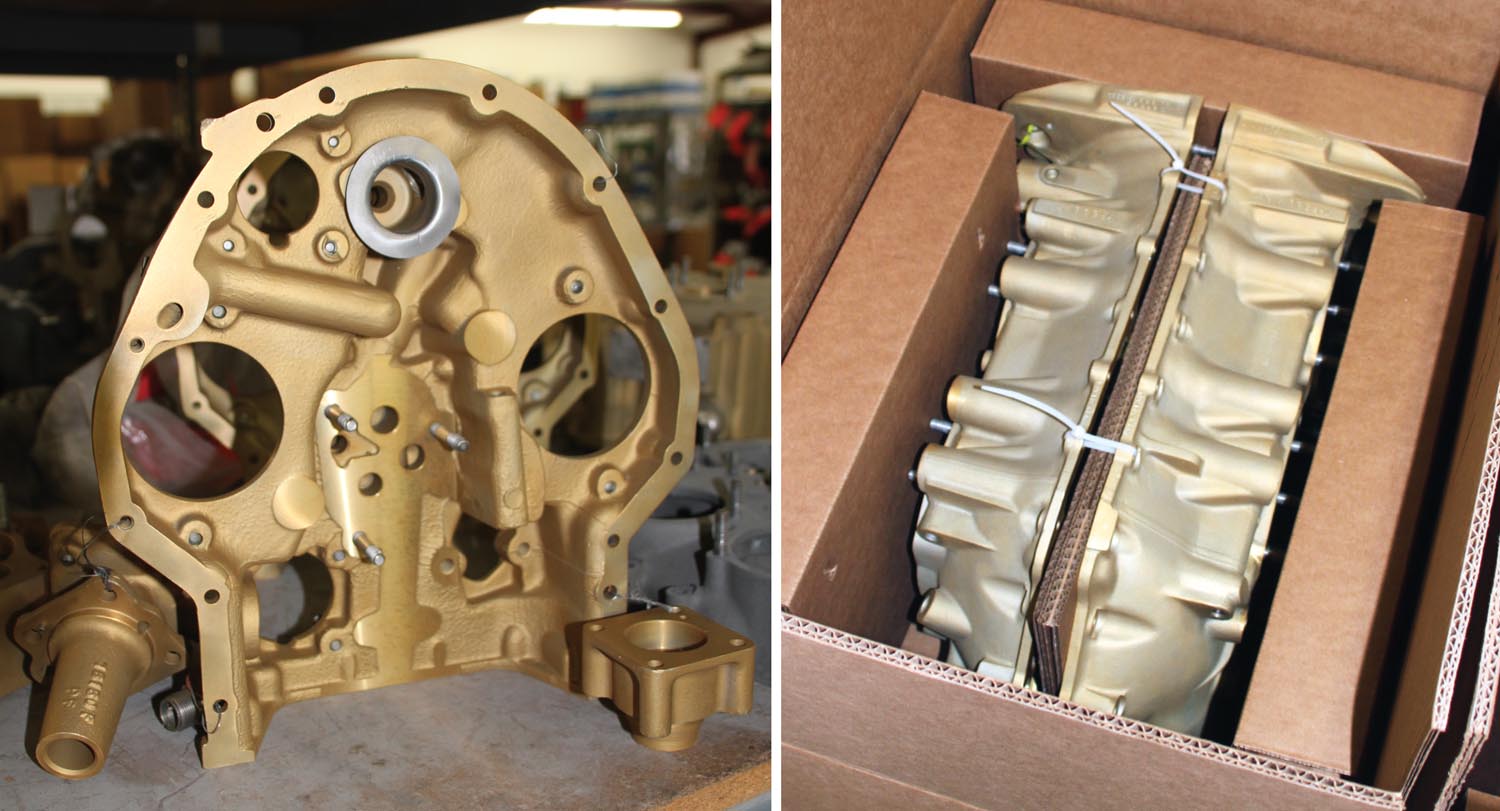
So let’s say that you have disassembled your engine and put everything into boxes to ship to Tulsa. A helpful hint here: If you give ASSI a call, they will ship you, for free, a “box of boxes” for all of the steel parts for your engine. This is a neat and secure way to package everything, including the massively heavy crankshaft, so that it arrives undamaged in Tulsa, no matter what kind of gorillas it encounters along the way. For crankcases, visit your local big box store and buy their heaviest-duty plastic storage container—Costco almost always sells a heavy black case with a yellow lid that includes helpful slots allowing you to use cable ties to secure the lid in place. Buy one to send to Tulsa. No, you won’t get it back, but you’ll generally spend $20 and that is cheaper than any large, cardboard shipping container that you’ll find.
Package everything up, give ASSI a call and send it off to their address. Track it. You’ll have peace of mind when you know where it is and know that it has been delivered. ASSI will keep the lion’s share of the parts. Only the crankcase (and if you send them, the accessory case and oil pan) will go to DIVCO. All of the parts made of steel are in ASSI’s wheelhouse.
DIVCO is a crankcase shop. There are others, such as Crankcase Services Incorporated (we wanted to visit, but they weren’t open the day we were there), also in Tulsa, but DIVCO is well known around the world and does everything imaginable to cases. From inspection to welding to re-machining, if a shop like DIVCO can’t fix it, it can’t be fixed.
ASSI is both a steel parts overhauler (think cranks, cams, rods, lifters, etc.) as well as a retail outlet for all the new parts you need when overhauling a motor. In fact, ASSI specializes in providing you not only services and parts, but helps with lists of what you’ll need to call your motor “overhauled” in the logbooks. When we did our last motor, we spent considerable amounts of time trading notes and phone calls to customize the orders for both services and parts so that we got exactly what we needed.
The Crankcase Experience
Unless you have a very low-time engine (that had to come apart for a specific reason unrelated to major components), if you have gone to all the trouble to tear an engine down to its base components it really pays to have a complete inspection done before reassembling it. And that means sending the crankcase in for inspection and potential repair. Crankcases see a lot of forces in operation, and they are not as stiff and rigid as you might think—there is a lot of relative (micro)motion in our four- and six-cylinder engines. All those forces can lead to cracking and fretting.
DIVCO, a family business, is run by Chuck Jarvis, its president. Jarvis took time out of his busy day to show us around and graciously allowed us to take all the pictures we wanted. He is justifiably proud of his workforce; the folks we saw were clearly dedicated to doing a good job.
When DIVCO receives a crankcase, the first thing they do is clean it up to remove any traces of dirt, oil or grease. Cases running through the facility are amazingly clean. You’d think that most of them were new castings. Cleaning is done with a combination of chemical and mechanical means—the intent is to make them ready for any welding that may be necessary.
After cleaning, cases are inspected. What goes wrong with cases? Primarily cracks and wear from relative motion between parts—otherwise known as fretting. Fortunately, DIVCO has seen tens of thousands of Lycoming and Continental crankcases over their decades of operation and knows where to look for problem areas. They look for cracks at known stressed locations, which vary by specific cases and engines. Interestingly enough, all manufacturers have improved their castings and designs over the years and most of those improvements have been to beef up areas that are known to crack. DIVCO employees can look at a case and quickly tell you approximately when it was made based on how certain reinforcement bosses are shaped.
A very common cracking location on older Lycoming cases is the bottom of the cylinder bosses. DIVCO has seen cases where a crack extends all the way under a cylinder—and cited at least one case where a cylinder was found with the lower part of the crankcase still attached—but not to the case! Cracks are fixed by welding. I saw many cases that had weld repairs waiting on re-machining. Many of the weld repairs were to close up holes that need to be re-bored, as well as crack repair.
Fretting is most common on mating surfaces that were not properly torqued or sealed—surfaces such as the mating portions of the left and right crankcase halves or cylinder bosses. This fretting has to be removed by machining the surface back to smooth and flat, which means removing some material.

Of course, when you remove material from the mating surfaces of the crankcase, the holes that cross that centerline are no longer exactly round! The answer is called line boring. Line boring takes a large machine and precise placement of the case so that a particularly large bit can clean up both the line of crankshaft journals and those for the camshaft back to their true dimension. Most people who have done a bit of wrenching on engines already know this, but many don’t think of the further implications.
You see, the typical Lycoming or Continental has numerous gears in the accessory case that are driven by the crank gear and in turn drive magnetos, vacuum pumps, prop governors and the like. These are usually fitted to short shafts that are in turn mounted into holes in the left or right halves of the crankcase. If you remove material from the center mating surfaces of the crankcase, you move the left and right sides of the case closer together, which means that you change the relative positions of the gears, changing their clearances! That changes the gear lash and clearances—so if those end up out of spec after case centerline machining, DIVCO has to drill the mounting holes for bushings or weld and re-drill.
All of the fixes and modifications that DIVCO performs are certified procedures that have withstood rigorous engineering analysis and, just as crucially, the test of time. With the sheer volume of cases that they work on each year, they have the experience to do things properly—whether the case is going in a certified or Experimental engine.
I asked how many times a case can be overhauled. The answer was that the most realistic way an owner should think about it is twice—maybe a third time if not much had been taken off in either of the first two overhauls. Yes, some cases go through more—but planning for that isn’t a wise idea. A few come here to die. DIVCO has a large storage area dedicated to shelf after shelf of “red-tagged” cases—those that simply can’t be repaired. These sit around until they have enough of them to send them off to an aluminum recycler.
Steely Machinists
Just a few doors down from DIVCO, you’ll find Aircraft Specialty Services or ASSI, as the locals refer to it. Managed daily by GM Eric Anderson, ASSI is your one-stop shop for inspection and overhaul of all your engine’s steel parts. In addition, it is the same place you can order any new (or sometimes reconditioned) part for rebuilding your engine. Just like our experience at DIVCO, Andersen showed us around and gave us free reign to take pictures of the facility and processes.

We should take a moment to say that an engine can be “worked on” and disassembled and specific problems fixed, but that doesn’t mean it is overhauled. Likewise, a mechanic (or Experimental owner) can take an engine apart completely and have the case and steel parts gone over by the folks in Tulsa, then put it back together—but that doesn’t make it an “overhaul” by the manufacturer’s standards unless all the parts listed by Lycoming (or Continental) for an overhaul are replaced.
This is where ASSI’s parts department and expertise come in. When we had them do an engine for us, they took a couple of weeks after receiving our parts to inspect everything and determine what could be fixed and what needed to be replaced. Our service adviser then called and went over, in great detail, exactly the parts we would need to bring the engine back to serviceable limits and what additional parts we’d need to make it an “overhaul.” Those additional parts didn’t add more than $2000 to the shopping list, and with the standard overhaul work and parts costing close to $15K, it would have been silly not to spring for everything (including gasket sets) to be able to list an overhaul in the logbook.
But aside from the parts that are required to be “new” (seals, oil pumps, etc.), let’s look at what ASSI does to your expensive steel components. The crankshaft is often referred to as the heart of an internal combustion engine. Based on the fact that nothing turns if the crankshaft doesn’t, that’s a fair assessment. Cranks that appear on ASSI’s loading dock are generally there because an engine is undergoing a routine overhaul or due to a sudden-stoppage event. In either situation, incoming cranks need to undergo inspection before being sent onto the floor for work.

Cranks, especially those that are suspected to have damage from a sudden stop, are checked using non-destructive testing (NDT) such as magnaflux or dye penetration. NDT finds problems that won’t be discovered by simple external visual inspection or measuring. One of the common practices (for generations of mechanics) in the case of a prop strike was to measure the “run out” (essentially the straightness) of the propeller flange to see if the crankshaft was bent. While a bent crank will definitely show itself this way, one that has internal cracking or metallurgical damage might not be bent—so NDT is essential in determining if you have a viable crank or a very heavy paperweight.
After NDT, the cranks are measured and inspected for visible wear. The process determines if the crank has enough material left to be used as is and polished, or if it needs to have its journal surfaces machined down and end up slightly undersized. Undersized cranks are very common and require appropriately sized bearings to be installed when the engine is reassembled. One very nice feature of buying your parts from ASSI is that they know exactly what your crank measurements are and how to supply you with the correct bearings. Over my career in aviation, I have heard of numerous cases where the wrong bearings were used in an overhaul and engine problems resulted.
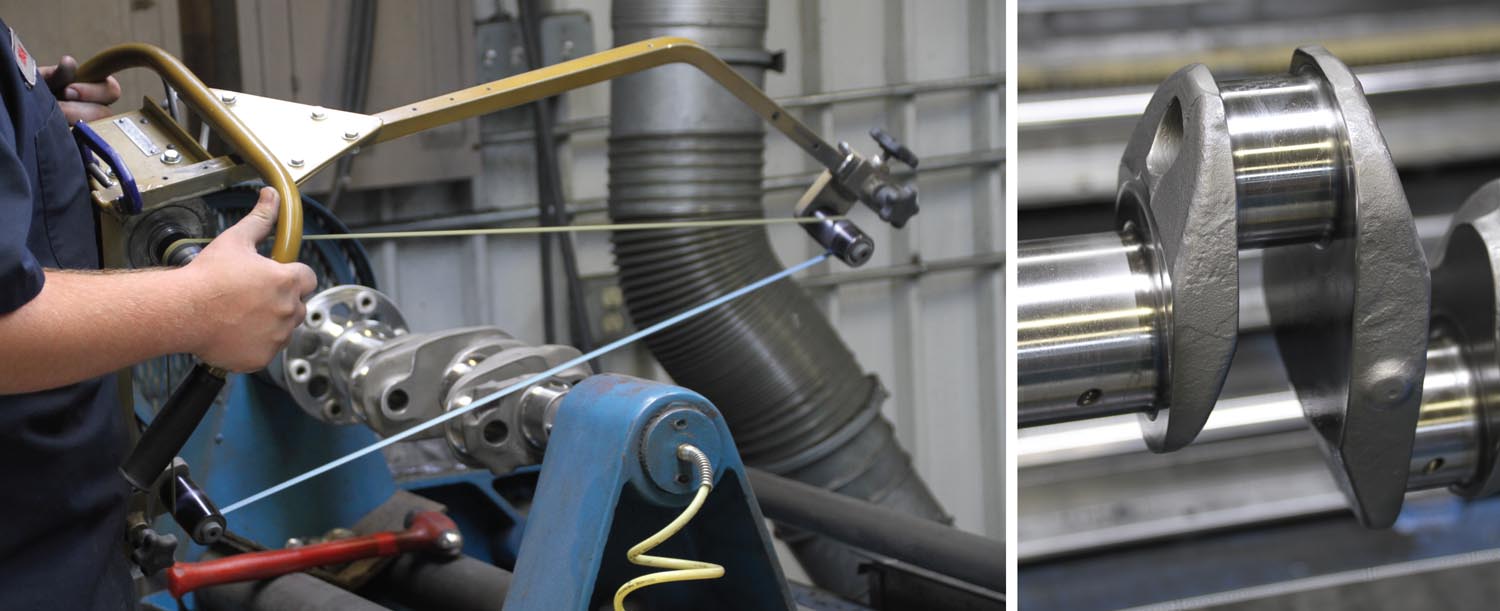
Once ASSI figures out what is needed for your crankshaft to be properly overhauled, the work begins. They use a variety of large, expensive and highly accurate tools to machine, grind and polish the cranks. This is a labor-intensive process—especially final polishing, which is done by humans using abrasives while the cranks are rotated by large machines. When the work is done, final inspection includes measuring crank bearing journals with a machine that can read to 1 millionth of an inch. (To save the inspectors from getting nervous tics, the inspection department tapes over the last couple of digits.) A 10 thousandth is generally good enough for a Lycoming.
Cranks are just the beginning for ASSI—they inspect and recondition every steel piece in your engine. Camshafts, rods, tappets, lifters, rocker arms, rocker shafts—they all undergo FAA-approved reconditioning processes to make sure that every part that goes into an engine, at least every part that comes out of ASSI with a yellow “serviceable” tag, meets the manufacturers’ standards for a usable part. This list goes on to include case through-bolts and accessory gears—all the hard-working pieces inside your engine.
In the back of the ASSI complex sits a special building with large blow-out doors. In the middle sit two nitriding chambers—they look like miniature nuclear reactor domes. There is a faint smell of ammonia in the air, a result of the fact that ammonia is used in the pressure vessels to create an incredibly hard surface layer on all the parts that get reground. New parts from Lycoming (and other suppliers) have these hardened layers, but when parts have to be ground to smooth out wear and other surface imperfections, the layer can be thinned or removed. It needs to be re-created if the parts are going to have any meaningful life in service, hence the nitriding chambers. The blow-out doors, by the way, are there in case of a machine failure that can cause an explosive event—one reason you don’t see “home nitriding kits” at Harbor Freight.

Putting It All Together
When all your parts have made it through overhaul, refurbishment and inspection, ASSI will coordinate the packaging of both new and old so that you have a complete “kit” to reassemble your engine. Because of their parts department, you can buy cylinder sets to go along with your new bottom end. They will also collect your crankcase from DIVCO and palletize the entire package for return shipping.
If you sent things in those nice packing crates we mentioned from Costco, don’t expect to get them back—both companies have perfected packaging for their reconditioned products and their insurance company mandates that they only use these proven containers. So when you get your parts back, you might think about the fact that they are purpose-built boxes that could be used by you—or someone else at your airport—in the future and store them someplace safe and dry.

Whether you are rebuilding your entire engine or simply had to send some bits and pieces in for refurbishment, the work of putting things back together will fall to you or your mechanic—or maybe a special company, like Barrett Precision Engines, that excels at assembling engines to customer specifications. From dead stock to highly customized, Barrett—and companies like them located around the country—have the experience of assembling thousands of engines—something that is hard for a shadetree mechanic or one-time builder to duplicate.
Tulsa Tough
The engine component shops of Tulsa have a vital role in keeping our fleet of airplanes and engines in the air. With two-thirds of a century of experience under their belts, they have pretty much seen it all—yet they continue to learn and look for new problems in these engines with almost 80 years of heritage. Your Lycoming parts of today might seem like those your grandfather might have used, but the truth is that continuous improvement has occurred—and much of that has come from lessons learned in shops like DIVCO and ASSI, shops that work closely with the rest of the industry—including the engine manufacturers—to find problems and make improvements. This may not be the original reason why all parts started going to Tulsa, but it’s why they still do today.













It surprises me that you can discuss the history of crankcase welding in Tulsa with no mention of Chuck Ney.
Comments are closed.